Maschinenfähigkeitsuntersuchung (MFU)
Übersicht
Die Maschinenfähigkeitsuntersuchung (MFU) ist ein zentrales Werkzeug der Qualitätssicherung, mit dem die Fähigkeit einer Maschine oder eines Fertigungsprozesses bewertet wird, Teile innerhalb vorgegebener Toleranzgrenzen zu produzieren. Im Gegensatz zur Prozessfähigkeitsuntersuchung (SPC/Ppk) betrachtet die MFU ausschließlich die kurzfristige Streuung einer Maschine unter kontrollierten Bedingungen.
Die MFU wird typischerweise durchgeführt bei:
- Neuanschaffung einer Maschine (Abnahmeprüfung)
- Instandsetzung oder Reparatur
- Verlagerung einer Maschine an einen neuen Standort
- Periodischer Überprüfung im Rahmen der vorbeugenden Instandhaltung
Info: Die MFU misst die inhärente Fähigkeit der Maschine selbst, ohne Einflüsse wie Werkzeugverschleiß, Materialwechsel oder Bedienereinflüsse. Für die Bewertung des gesamten Prozesses verwenden Sie die Prozessfähigkeitsanalyse (Ppk).
Typische Vorgehensweise
- Maschine unter stabilen Bedingungen einrichten (gleicher Bediener, gleiches Material, gleiche Umgebung)
- Mindestens 50 aufeinanderfolgende Teile fertigen (empfohlen: 50 bis 100 Teile)
- Alle Teile messen und die Messwerte in my8data eingeben
- Toleranzgrenzen (OSG/USG) und ggf. Sollwert festlegen
- Auswertung durchführen und Kennwerte bewerten
Kennwerte im Überblick
| Kennwert | Bezeichnung | Mindestanforderung | Bedeutung |
|---|---|---|---|
| Cm | Maschinenfähigkeitsindex | >= 1,67 | Verhältnis von Toleranzbreite zu Prozessstreuung |
| Cmk | Kritischer Maschinenfähigkeitsindex | >= 1,67 | Berücksichtigt zusätzlich die Lage des Mittelwerts |
Warnung: Ein hoher Cm-Wert allein reicht nicht aus. Erst wenn auch Cmk den Schwellenwert erreicht, ist sichergestellt, dass der Prozess sowohl ausreichend schmal streut als auch zentriert innerhalb der Toleranz liegt.
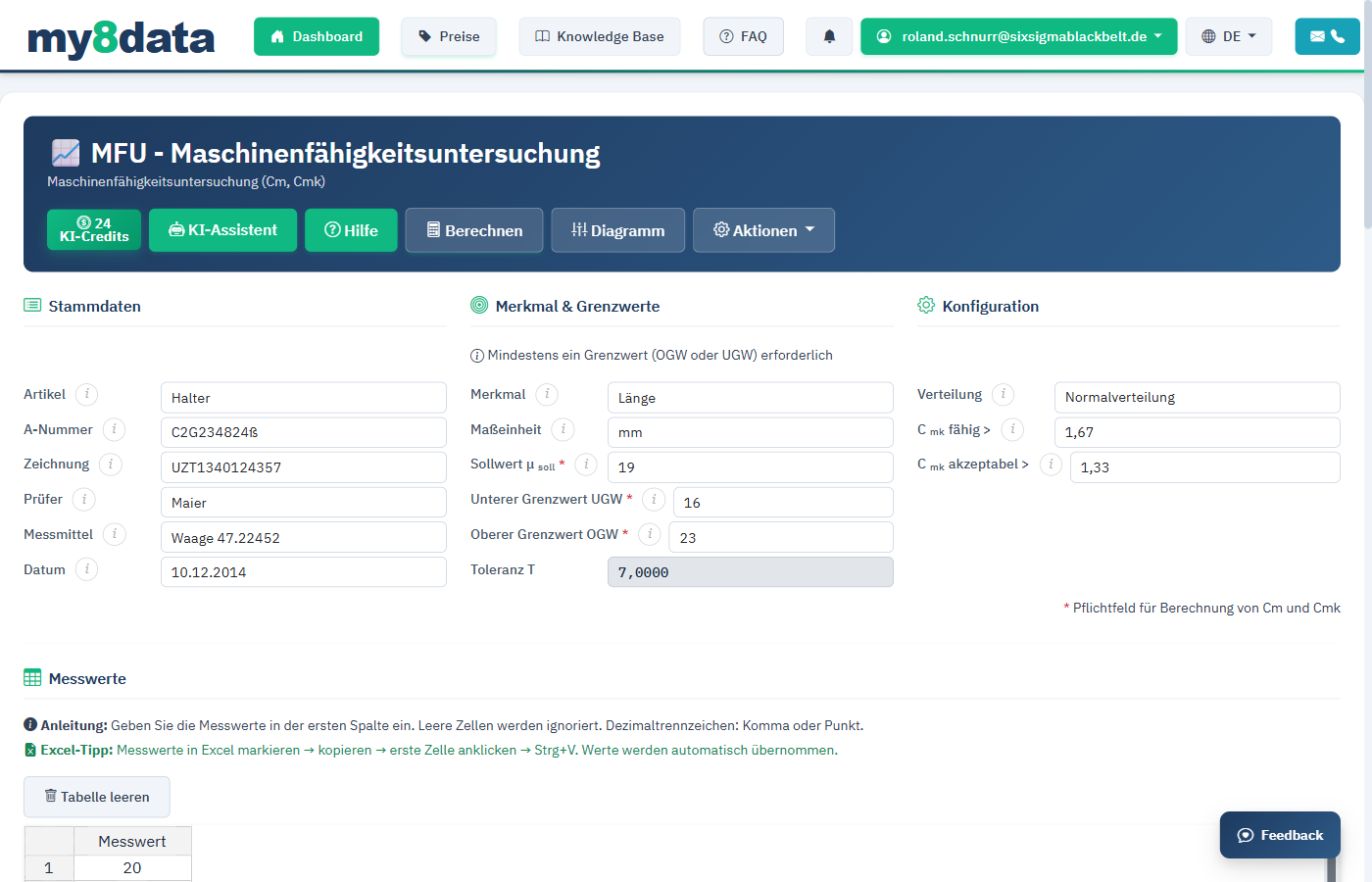
Eingabe der Daten und Spezifikationen
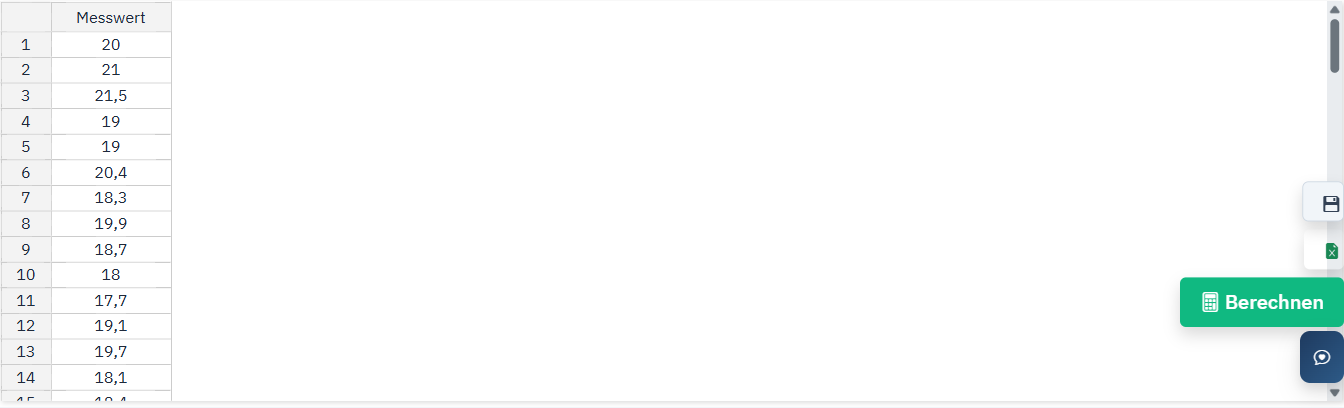
Messwerte eingeben
In my8data stehen Ihnen mehrere Wege zur Verfügung, um Ihre Messdaten für die MFU zu erfassen:
- Manuelle Eingabe: Tragen Sie die Messwerte direkt in die Eingabetabelle ein. Nutzen Sie die Tab-Taste, um schnell zwischen den Feldern zu wechseln.
- Import aus Excel/CSV: Laden Sie eine vorbereitete Datei mit Ihren Messwerten hoch. Die Daten werden automatisch erkannt und eingelesen.
- Zwischenablage (Copy & Paste): Kopieren Sie Messwerte aus einer beliebigen Quelle und fügen Sie diese in das Eingabefeld ein.
Spezifikationsgrenzen festlegen
Für die Berechnung der Maschinenfähigkeit müssen Sie die Spezifikationsgrenzen (Toleranzgrenzen) definieren:
| Feld | Beschreibung | Beispiel |
|---|---|---|
| OSG (Obere Spezifikationsgrenze) | Maximal zulässiger Wert | 10,05 mm |
| USG (Untere Spezifikationsgrenze) | Minimal zulässiger Wert | 9,95 mm |
| Sollwert (optional) | Nominaler Zielwert | 10,00 mm |
Tipp: Wenn Sie nur eine einseitige Toleranz haben (z. B. nur ein Maximum), lassen Sie das entsprechende Feld leer. Die Berechnung wird dann nur den einseitigen Kennwert ermitteln.
Stichprobenumfang
Für eine aussagekräftige MFU sollte der Stichprobenumfang mindestens n = 50 betragen. Die folgende Tabelle zeigt empfohlene Stichprobenumfänge:
| Stichprobenumfang | Eignung | Bemerkung |
|---|---|---|
| n < 30 | Nicht empfohlen | Zu geringe statistische Aussagekraft |
| n = 50 | Standard | Gängige Mindestanforderung nach VDA/AIAG |
| n = 100 | Empfohlen | Höhere statistische Sicherheit |
| n > 100 | Sehr gut | Besonders bei kritischen Merkmalen sinnvoll |
Info: Gemäß VDA Band 5 und AIAG SPC-Referenzhandbuch wird ein Stichprobenumfang von mindestens 50 Teilen für die Maschinenfähigkeitsuntersuchung empfohlen.
Kennwerte Cm und Cmk
Maschinenfähigkeitsindex Cm
Der Cm-Wert (Machine Capability Index) beschreibt das Verhältnis der Toleranzbreite zur gemessenen Streuung der Maschine. Er gibt an, wie viel Platz der Prozess innerhalb der Toleranz hat, unabhängig davon, wo der Mittelwert liegt.
Formel:
Cm = (OSG - USG) / (6 * s)
Dabei ist:
- OSG: Obere Spezifikationsgrenze
- USG: Untere Spezifikationsgrenze
- s: Standardabweichung der Stichprobe
Ein Cm-Wert von 1,00 bedeutet, dass die Prozessstreuung (6s) genau der Toleranzbreite entspricht. In der Praxis werden deutlich höhere Werte gefordert.
Kritischer Maschinenfähigkeitsindex Cmk
Der Cmk-Wert (Critical Machine Capability Index) berücksichtigt zusätzlich zur Streuung auch die Lage des Mittelwerts bezogen auf die Toleranzmitte. Er ist immer kleiner oder gleich dem Cm-Wert.
Formel:
Cmk = min((OSG - x̄) / (3 * s), (x̄ - USG) / (3 * s))
Dabei ist:
- x̄: Arithmetischer Mittelwert der Stichprobe
- Der kleinere der beiden Werte ist maßgebend
Bewertung der Kennwerte
| Bereich | Cm | Cmk | Bewertung |
|---|---|---|---|
| Fähig | >= 1,67 | >= 1,67 | Maschine ist fähig; Prozess kann freigegeben werden |
| Bedingt fähig | 1,33 - 1,66 | 1,33 - 1,66 | Maschine bedingt fähig; Verbesserungsmaßnahmen empfohlen |
| Nicht fähig | < 1,33 | < 1,33 | Maschine nicht fähig; Maßnahmen erforderlich |
Tipp: Unterscheidet sich Cm deutlich von Cmk, so deutet dies darauf hin, dass die Maschine zwar ausreichend schmal streut, aber der Mittelwert nicht zentriert ist. In diesem Fall kann oft eine einfache Justierung der Maschineneinstellung helfen.
Vertrauensbereiche
Die berechneten Kennwerte basieren auf einer Stichprobe und unterliegen daher einer statistischen Unsicherheit. my8data berechnet automatisch Vertrauensbereiche (Konfidenzintervalle), die angeben, in welchem Bereich der wahre Kennwert mit einer bestimmten Wahrscheinlichkeit liegt.
Info: Bei größeren Stichproben werden die Vertrauensbereiche enger, was die Aussagekraft der Analyse erhöht.
Verteilungsanalyse
Normalverteilungstest
Eine grundlegende Voraussetzung für die Berechnung von Cm und Cmk ist, dass die Messwerte normalverteilt sind. my8data führt automatisch einen Normalverteilungstest durch, um diese Annahme zu überprüfen.
Folgende Testverfahren werden eingesetzt:
| Test | Beschreibung | Empfohlen für |
|---|---|---|
| Shapiro-Wilk | Vergleich der Stichprobe mit einer theoretischen Normalverteilung | Stichproben bis n = 5000 |
| Anderson-Darling | Gewichteter Test mit Fokus auf die Randbereiche | Allgemeine Anwendung |
| Kolmogorov-Smirnov | Vergleich der kumulierten Verteilungsfunktionen | Große Stichproben |
Warnung: Wenn der Normalverteilungstest eine signifikante Abweichung von der Normalverteilung zeigt (p-Wert < 0,05), sollten die berechneten Cm/Cmk-Werte mit Vorsicht interpretiert werden. In solchen Fällen kann eine Transformation der Daten oder die Verwendung alternativer Verteilungsmodelle notwendig sein.
Histogramm
Das Histogramm stellt die Verteilung der Messwerte grafisch dar. Es zeigt, wie häufig bestimmte Messwertbereiche auftreten und ermöglicht eine visuelle Beurteilung der Verteilung.
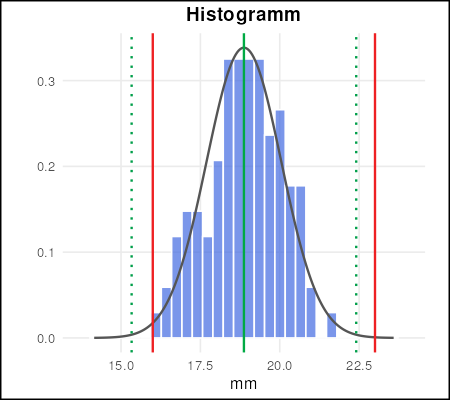
Im Histogramm werden folgende Elemente angezeigt:
- Balken: Häufigkeit der Messwerte je Klasse
- Normalverteilungskurve: Theoretische Normalverteilung basierend auf Mittelwert und Standardabweichung
- Spezifikationsgrenzen: Rote vertikale Linien an OSG und USG
- Mittelwert: Grüne vertikale Linie am arithmetischen Mittelwert
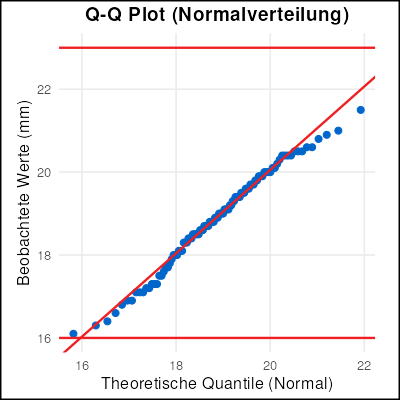
Wahrscheinlichkeitsnetz
Im Wahrscheinlichkeitsnetz (Normal Probability Plot) werden die Messwerte gegen die erwarteten Quantile der Normalverteilung aufgetragen. Liegen die Punkte annähernd auf einer Geraden, spricht dies für eine Normalverteilung.
Interpretation der Verteilungsanalyse
| Beobachtung | Mögliche Ursache | Empfohlene Maßnahme |
|---|---|---|
| Schiefe Verteilung | Werkzeugverschleiß, einseitige Belastung | Ursache identifizieren und beheben |
| Zweigipflige Verteilung | Vermischung zweier Populationen (z. B. zwei Werkzeuge) | Daten separieren und getrennt auswerten |
| Ausreißer | Messfehler, Materialfehler | Ausreißer prüfen und ggf. entfernen |
| Breite Verteilung | Hohe Streuung der Maschine | Maschine warten oder justieren |
Tipp: Nutzen Sie die Verteilungsanalyse nicht nur zur Validierung der Normalverteilungsannahme, sondern auch als diagnostisches Werkzeug, um potenzielle Probleme frühzeitig zu erkennen.