Prozessfähigkeitsanalyse (Ppk / Cpk)
Übersicht
Die Prozessfähigkeitsanalyse bewertet, ob ein Fertigungsprozess in der Lage ist, dauerhaft Produkte innerhalb der vorgegebenen Spezifikationsgrenzen herzustellen. Im Gegensatz zur Maschinenfähigkeitsuntersuchung (MFU), die nur die kurzfristige Maschinenfähigkeit betrachtet, berücksichtigt die Prozessfähigkeitsanalyse alle Einflüsse, die über einen längeren Produktionszeitraum auftreten.
my8data unterscheidet zwischen zwei Gruppen von Prozessfähigkeitskennwerten:
| Kennwertpaar | Bezeichnung | Bezugszeitraum | Streuungsbasis |
|---|---|---|---|
| Cp / Cpk | Vorläufige Prozessfähigkeit | Kurzfristig (innerhalb Untergruppen) | Streuung innerhalb der Untergruppen (R̄/d₂ oder s̄/c₄) |
| Pp / Ppk | Prozessfähigkeit (Performance) | Langfristig (gesamter Datensatz) | Gesamtstreuung (Gesamtstandardabweichung) |
Wann wird welcher Kennwert verwendet?
- Cp/Cpk: Geeignet für die Bewertung der kurzfristigen Prozessfähigkeit. Diese Kennwerte zeigen das Potenzial des Prozesses, wenn nur die inhärente Streuung berücksichtigt wird.
- Pp/Ppk: Geeignet für die Bewertung der langfristigen Prozessleistung. Diese Kennwerte bilden die tatsächliche Prozessleistung ab, einschließlich aller Einflussfaktoren wie Werkzeugverschleiß, Materialchargen, Temperaturänderungen usw.
Info: In einem idealen, stabilen Prozess sollten Cp und Pp nahe beieinander liegen. Ein deutlicher Unterschied zwischen Cp und Pp deutet auf systematische Einflüsse hin, die über die Zeit wirken (z. B. Drift, Schichtwechsel).
Typische Anforderungen
| Branche / Norm | Cp/Cpk Mindestanforderung | Pp/Ppk Mindestanforderung |
|---|---|---|
| Allgemein (VDA) | >= 1,33 | >= 1,33 |
| Automobilindustrie (IATF 16949) | >= 1,33 (Serienfreigabe) | >= 1,67 (Erstbemusterung) |
| Sicherheitsrelevante Merkmale | >= 1,67 | >= 1,67 |
| Sonderprozesse | >= 2,00 | >= 2,00 |
Warnung: Die hier genannten Schwellenwerte sind branchenübliche Richtwerte. Die konkreten Anforderungen ergeben sich aus den Vorgaben Ihres Kunden bzw. den anwendbaren Normen.
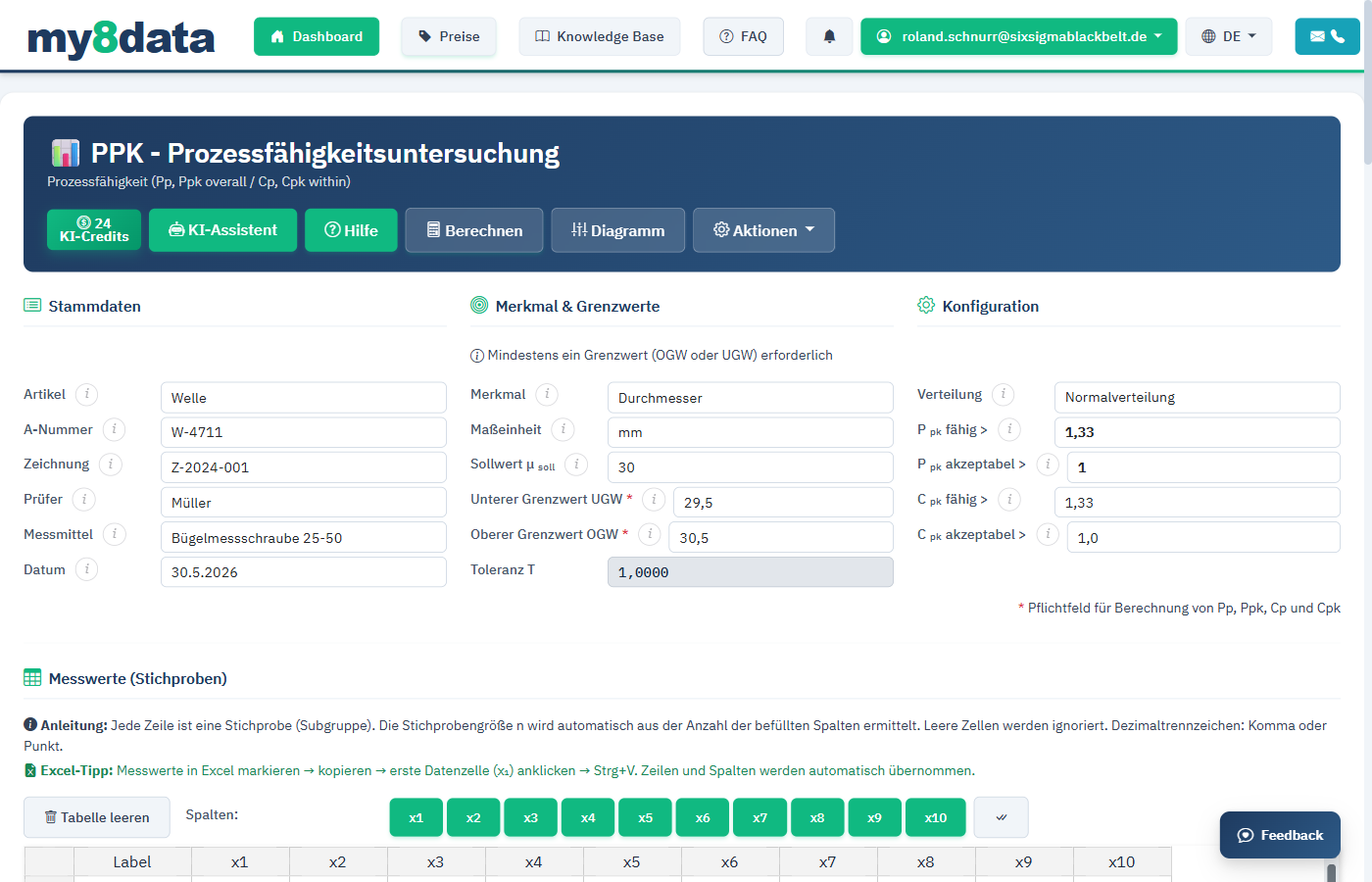
Eingabe der Daten und Spezifikationen
Datenstruktur
Für die Prozessfähigkeitsanalyse benötigen Sie Messdaten, die über einen repräsentativen Produktionszeitraum erhoben wurden. Die Daten sollten die typischen Schwankungen des Prozesses abbilden (verschiedene Schichten, Materialchargen, Umgebungsbedingungen usw.).
Empfohlene Datenmengen
| Analyse | Mindestanzahl Messwerte | Empfohlen | Untergruppenbildung |
|---|---|---|---|
| Cp/Cpk (vorläufig) | 50 | >= 100 | 20-25 Untergruppen à 3-5 Teile |
| Pp/Ppk (langfristig) | 100 | >= 125 | 25 Untergruppen à 5 Teile |
Spezifikationsgrenzen
Tragen Sie die Spezifikationsgrenzen wie bei der MFU ein:
- OSG (Obere Spezifikationsgrenze): Der maximal zulässige Messwert
- USG (Untere Spezifikationsgrenze): Der minimal zulässige Messwert
- Sollwert (optional): Der angestrebte Nominalwert
Untergruppenbildung
Die Bildung von Untergruppen (Subgroups) ist entscheidend für die Unterscheidung zwischen kurzfristiger und langfristiger Streuung:
- Innerhalb einer Untergruppe: Teile, die unter möglichst gleichen Bedingungen gefertigt wurden (kurzer Zeitraum, gleiches Werkzeug, gleicher Bediener)
- Zwischen den Untergruppen: Zeitliche Abstände, die typische Prozessschwankungen erfassen
Tipp: Eine bewährte Vorgehensweise ist die Entnahme von 5 aufeinanderfolgenden Teilen pro Stunde oder pro Schicht über einen Zeitraum von mindestens 20 Produktionszyklen. So stellen Sie sicher, dass sowohl die kurzfristige als auch die langfristige Streuung erfasst wird.
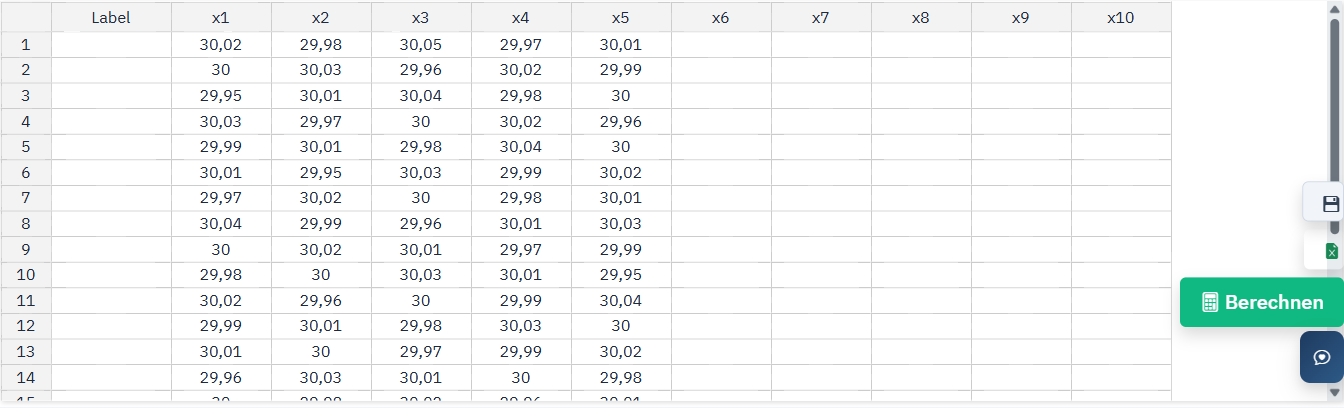
Eingabeformate
my8data unterstützt die Dateneingabe in folgenden Formaten:
| Format | Beschreibung |
|---|---|
| Manuelle Eingabe | Direkte Eingabe der Messwerte in die Tabelle |
| CSV-Import | Komma- oder semikolongetrennte Textdatei |
| Excel-Import | .xlsx oder .xls Datei |
| Zwischenablage | Einfügen aus der Zwischenablage (Copy & Paste) |
Kennwerte Cp, Cpk, Pp, Ppk
Cp — Prozessfähigkeitsindex (kurzfristig)
Der Cp-Wert beschreibt das Verhältnis der Toleranzbreite zur kurzfristigen Prozessstreuung. Er zeigt das Potenzial des Prozesses, ohne die Lage des Mittelwerts zu berücksichtigen.
Formel:
Cp = (OSG - USG) / (6 * σ_innerhalb)
Die Streuung σ_innerhalb wird aus der Streuung innerhalb der Untergruppen geschätzt (z. B. über R̄/d₂ oder s̄/c₄).
Cpk — Kritischer Prozessfähigkeitsindex (kurzfristig)
Der Cpk-Wert berücksichtigt zusätzlich zum Cp die Lage des Prozessmittelwerts relativ zu den Spezifikationsgrenzen.
Formel:
Cpk = min((OSG - x̄) / (3 * σ_innerhalb), (x̄ - USG) / (3 * σ_innerhalb))
Pp — Prozessleistungsindex (langfristig)
Der Pp-Wert entspricht in seiner Struktur dem Cp, verwendet aber die Gesamtstandardabweichung aller Messwerte anstelle der Streuung innerhalb der Untergruppen.
Formel:
Pp = (OSG - USG) / (6 * σ_gesamt)
Ppk — Kritischer Prozessleistungsindex (langfristig)
Der Ppk-Wert berücksichtigt analog zum Cpk die Lage des Mittelwerts, basiert aber auf der Gesamtstandardabweichung.
Formel:
Ppk = min((OSG - x̄) / (3 * σ_gesamt), (x̄ - USG) / (3 * σ_gesamt))
Zusammenhang der Kennwerte
| Vergleich | Interpretation |
|---|---|
| Cp ≈ Pp und Cpk ≈ Ppk | Stabiler Prozess; kaum Unterschied zwischen kurz- und langfristiger Streuung |
| Cp > Pp | Die langfristige Streuung ist größer als die kurzfristige; systematische Einflüsse vorhanden |
| Cpk < Cp | Der Prozessmittelwert ist nicht zentriert; Justierung empfohlen |
| Cpk ≈ Cp | Der Prozess ist gut zentriert |
Info: Das Verhältnis Pp/Ppk zu Cp/Cpk gibt Aufschluss über die Stabilität des Prozesses. Der Quotient Cp/Pp wird manchmal als Instabilitätsindex bezeichnet. Ein Wert nahe 1,0 deutet auf einen stabilen Prozess hin.
Bewertungstabelle
| Kennwert | Bewertung | Handlungsempfehlung |
|---|---|---|
| >= 2,00 | Hervorragend | Keine Maßnahmen erforderlich; Prozess exzellent |
| 1,67 - 1,99 | Sehr gut | Prozess erfüllt auch hohe Anforderungen |
| 1,33 - 1,66 | Fähig | Prozess erfüllt Standardanforderungen |
| 1,00 - 1,32 | Bedingt fähig | Verbesserungsmaßnahmen empfohlen |
| < 1,00 | Nicht fähig | Sofortige Maßnahmen erforderlich; Ausschuss wahrscheinlich |
Warnung: Ein nicht fähiger Prozess (Cpk oder Ppk < 1,00) bedeutet, dass die Prozessstreuung größer ist als die Toleranzbreite. In diesem Fall werden mit hoher Wahrscheinlichkeit Teile außerhalb der Spezifikation produziert. Unmittelbare Korrekturmaßnahmen sind notwendig.
Regelkarten (Control Charts)
Zweck der Regelkarten
Regelkarten sind ein wesentlicher Bestandteil der Prozessfähigkeitsanalyse. Sie dienen dazu, den Prozess über die Zeit zu visualisieren und zu erkennen, ob der Prozess statistisch beherrscht (in control) ist.
Info: Die Berechnung von Cp/Cpk setzt voraus, dass der Prozess statistisch beherrscht ist. Wenn die Regelkarte systematische Muster oder Regelverletzungen zeigt, sind die berechneten Kennwerte nicht aussagekräftig. Stabilisieren Sie zunächst den Prozess, bevor Sie die Fähigkeit bewerten.
Verfügbare Regelkarten
my8data erstellt im Rahmen der Prozessfähigkeitsanalyse automatisch folgende Regelkarten:
| Regelkarte | Beschreibung | Anwendung |
|---|---|---|
| x̄-Karte (Mittelwertkarte) | Zeigt die Mittelwerte der Untergruppen über die Zeit | Erkennung von Lageverschiebungen |
| R-Karte (Spannweitenkarte) | Zeigt die Spannweiten der Untergruppen | Erkennung von Streuungsänderungen (n <= 10) |
| s-Karte (Standardabweichungskarte) | Zeigt die Standardabweichungen der Untergruppen | Erkennung von Streuungsänderungen (n > 10) |
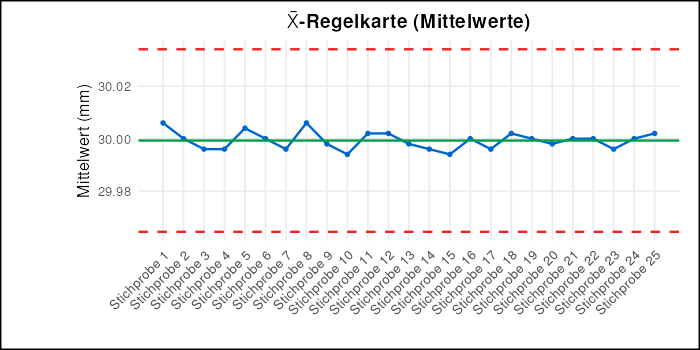
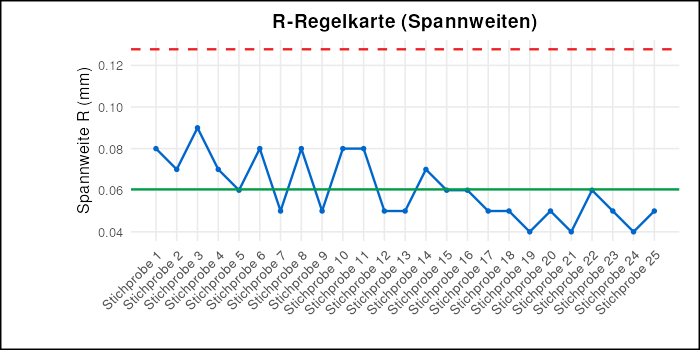
Elemente der Regelkarte
Jede Regelkarte enthält die folgenden Linien:
- UCL (Upper Control Limit / Obere Eingriffgrenze): Obere statistische Grenze bei x̄ + 3σ
- CL (Center Line / Mittellinie): Prozessmittelwert
- LCL (Lower Control Limit / Untere Eingriffgrenze): Untere statistische Grenze bei x̄ - 3σ
Tipp: Verwechseln Sie Eingriffsgrenzen (UCL/LCL) nicht mit Spezifikationsgrenzen (OSG/USG). Die Eingriffsgrenzen werden aus den Daten berechnet und zeigen die natürliche Streuung des Prozesses. Die Spezifikationsgrenzen sind vom Kunden oder der Zeichnung vorgegeben.
Interpretation
| Beobachtung | Bedeutung |
|---|---|
| Alle Punkte innerhalb UCL/LCL, kein Muster | Prozess ist statistisch beherrscht |
| Punkte außerhalb UCL/LCL | Besondere Ursache (Special Cause) vorhanden |
| Trend (7+ aufsteigende/absteigende Punkte) | Systematische Veränderung (z. B. Verschleiß) |
| Lauf (7+ Punkte auf einer Seite der CL) | Verschiebung des Prozessniveaus |
| Schichtung (Punkte nah an CL) | Vermischung mehrerer Populationen |
Warnung: Bevor Sie Prozessfähigkeitskennwerte interpretieren, prüfen Sie immer zuerst die Regelkarten. Ein Prozess, der nicht statistisch beherrscht ist, liefert keine verlässlichen Cp/Cpk- oder Pp/Ppk-Werte.