MSA 1 -- Messsystemanalyse Methode 1
Die MSA Methode 1 (auch bekannt als Verfahren 1 oder Cg/Cgk-Studie) dient der Beurteilung der Wiederholpräzision eines Messsystems anhand eines einzelnen Teils. Sie ist die einfachste und schnellste Methode, um die grundsätzliche Fähigkeit eines Messgeräts zu überprüfen.
Übersicht
Zweck und Einsatzgebiet
Die MSA 1 beantwortet die Frage: Ist mein Messgerät grundsätzlich fähig, die geforderte Toleranz aufzulösen?
Dabei wird ein einzelnes Teil (Referenzteil, Normal oder Meisterstück) wiederholt gemessen -- typischerweise 25 oder 50 Mal. Aus der Streuung dieser Wiederholmessungen werden die Fähigkeitskennwerte Cg und Cgk berechnet.
Wann wird MSA 1 eingesetzt?
- Bei der Erstqualifizierung eines neuen Messmittels
- Bei der periodischen Überprüfung bestehender Messmittel
- Zur Vorabprüfung, bevor eine aufwendigere MSA 2 durchgeführt wird
- Nach Reparatur oder Kalibrierung eines Messgeräts
Info: Die MSA 1 bewertet ausschließlich die Wiederholbarkeit (Repeatability) und die systematische Abweichung (Bias) des Messgeräts. Einflüsse durch verschiedene Prüfer oder Teile werden nicht berücksichtigt -- dafür ist die MSA 2 vorgesehen.
Typischer Ablauf
- Referenzteil mit bekanntem Referenzwert bereitstellen
- Toleranzgrenzen und Referenzwert in my8data eingeben
- Referenzteil mehrfach messen (mind. 25 Messungen empfohlen)
- Messwerte in my8data eingeben
- Berechnung durchführen und Ergebnisse bewerten
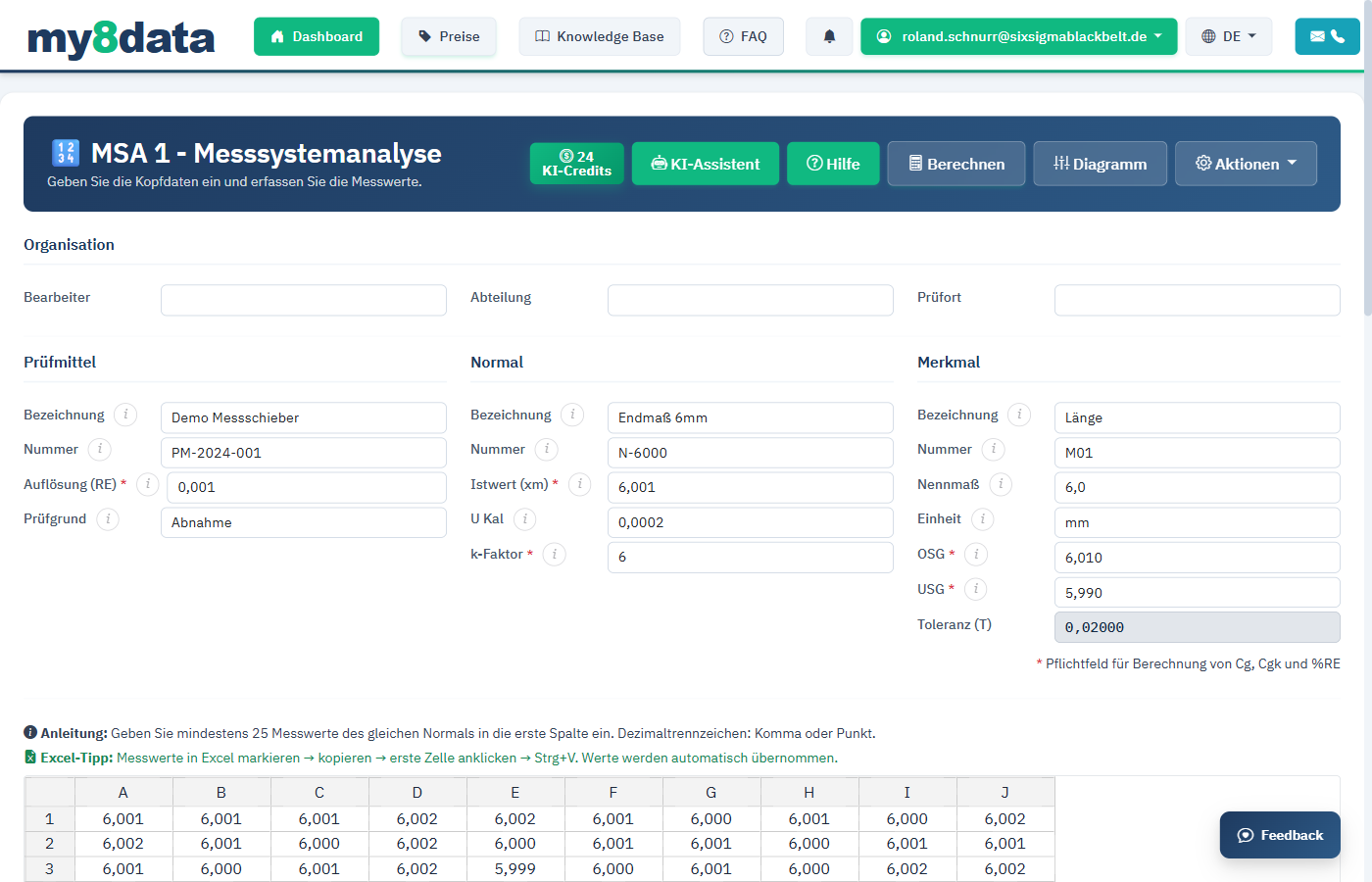
Eingabe
Referenzwert und Toleranz
Bevor Sie die Messwerte eingeben, müssen folgende Parameter festgelegt werden:
| Feld | Beschreibung | Beispiel |
|---|---|---|
| Referenzwert (xm) | Der bekannte wahre Wert des Referenzteils, ermittelt durch ein genaueres Messmittel oder Kalibrierzertifikat. | 25.003 mm |
| Obere Toleranzgrenze (OTG) | Die obere Spezifikationsgrenze des Merkmals. | 25.050 mm |
| Untere Toleranzgrenze (UTG) | Die untere Spezifikationsgrenze des Merkmals. | 24.950 mm |
| Toleranzfaktor | Anteil der Toleranz, der für die Bewertung herangezogen wird. Standard: 20 % (Faktor 0.2). | 0.2 |
Wichtig: Der Referenzwert muss mit einem übergeordneten, genaueren Messmittel bestimmt worden sein (z. B. Koordinatenmessgerät, kalibriertes Normal). Die Genauigkeit des Referenzwerts sollte mindestens um den Faktor 10 besser sein als die des zu prüfenden Messgeräts.
Messwerte eingeben
Geben Sie die Wiederholmessungen in die Eingabetabelle ein:
- Klicken Sie in die erste Zelle der Messwertspalte.
- Geben Sie den ersten Messwert ein und bestätigen Sie mit
EnteroderTab. - Fahren Sie fort, bis alle Messwerte eingetragen sind.
Alternativ können Sie Messwerte aus Excel per Strg+C / Strg+V einfügen (siehe Kapitel Daten eingeben).
Tipp: Für eine aussagekräftige Analyse sollten mindestens 25 Messungen durchgeführt werden. Viele Normen und Richtlinien empfehlen 50 Messungen.
Zusätzliche Eingabefelder
Je nach Konfiguration können weitere Felder verfügbar sein:
- Merkmalbezeichnung -- Name des gemessenen Merkmals (z. B. "Durchmesser Bohrung 3")
- Messmittel -- Bezeichnung des verwendeten Messgeräts
- Prüfer -- Name des Prüfers
- Datum -- Datum der Messung
Kennwerte
Nach der Berechnung werden die folgenden statistischen Kennwerte ermittelt und angezeigt:
Cg -- Wiederholfähigkeitsindex
Der Cg-Wert (Capability of the Gauge) beschreibt die Wiederholpräzision des Messgeräts im Verhältnis zur Toleranz. Er berücksichtigt nur die Streuung der Messwerte, nicht die systematische Abweichung.
Formel:
Cg = (k * T) / (s * sg)
Dabei ist:
- k = Toleranzfaktor (Standard: 0.2, d. h. 20 % der Toleranz)
- T = Toleranz (OTG - UTG)
- s = Spreizungsfaktor (Standard: 6 für 99.73 %-Bereich)
- sg = Standardabweichung der Messwerte
Cgk -- Wiederholfähigkeitsindex mit Bias
Der Cgk-Wert berücksichtigt zusätzlich die systematische Abweichung (Bias) des Messgeräts gegenüber dem Referenzwert. Er ist immer kleiner oder gleich dem Cg-Wert.
Formel:
Cgk = (k * T - |xm - x_quer|) / (s * sg)
Dabei ist:
- xm = Referenzwert
- x_quer = Mittelwert der Messwerte
%GRR (Anteil an der Toleranz)
Der %GRR-Wert gibt den prozentualen Anteil der Messgerätestreuung an der Gesamttoleranz an.
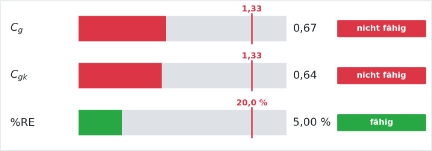
Bewertungskriterien
| Kennwert | Bewertung | Bedeutung |
|---|---|---|
| Cg >= 1.33 | Fähig (grün) | Das Messgerät ist für die geforderte Toleranz geeignet. |
| 1.00 <= Cg < 1.33 | Bedingt fähig (gelb) | Das Messgerät ist grenzwertig. Verbesserungen empfohlen. |
| Cg < 1.00 | Nicht fähig (rot) | Das Messgerät ist ungeeignet. Maßnahmen erforderlich. |
| Cgk >= 1.33 | Fähig (grün) | Wiederholpräzision und Bias sind akzeptabel. |
| Cgk < 1.33 | Nicht fähig (rot) | Systematische Abweichung und/oder Streuung zu groß. |
Tipp: Ist der Cg-Wert gut, aber der Cgk-Wert schlecht, liegt eine systematische Abweichung (Bias) vor. In diesem Fall sollte das Messgerät neu kalibriert werden.
Info: Die Grenzwerte können je nach Branchenstandard variieren. In der Automobilindustrie werden häufig die Grenzwerte 1.33 gemäß VDA 5 oder AIAG verwendet.
Diagramme
Die MSA 1 in my8data erzeugt zwei zentrale Diagramme zur visuellen Bewertung des Messsystems.
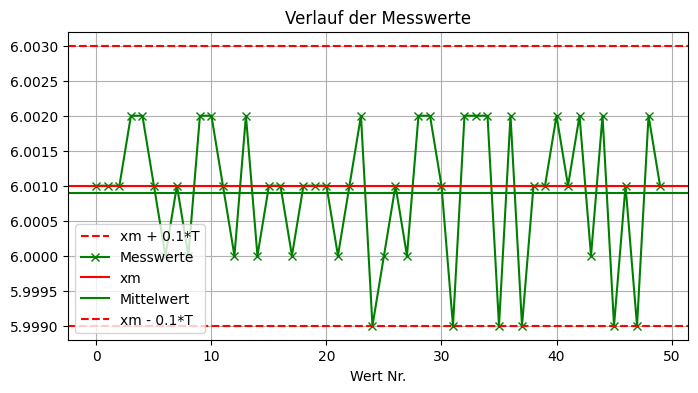
Verlaufsdiagramm (Run Chart)
Das Verlaufsdiagramm zeigt die einzelnen Messwerte in der Reihenfolge ihrer Erfassung:
- X-Achse: Messung Nr. (1, 2, 3, ...)
- Y-Achse: Messwert
- Rote horizontale Linie: Referenzwert (xm)
- Blaue horizontale Linien: Obere und untere Toleranzgrenzen (bezogen auf den Toleranzanteil)
- Grüne Punkte: Einzelne Messwerte
Das Verlaufsdiagramm hilft Ihnen, folgende Muster zu erkennen:
- Trend: Systematische Drift des Messgeräts über die Zeit (z. B. durch Erwärmung).
- Sprünge: Plötzliche Änderungen, die auf äußere Einflüsse hindeuten.
- Gleichmäßige Streuung: Die Messwerte sollten zufällig um den Referenzwert streuen.
Warnung: Falls Sie einen deutlichen Trend im Verlaufsdiagramm erkennen, ist die Voraussetzung einer stabilen Messung verletzt. Untersuchen Sie mögliche Ursachen (z. B. thermische Einflüsse, Verschleiß), bevor Sie die Ergebnisse interpretieren.
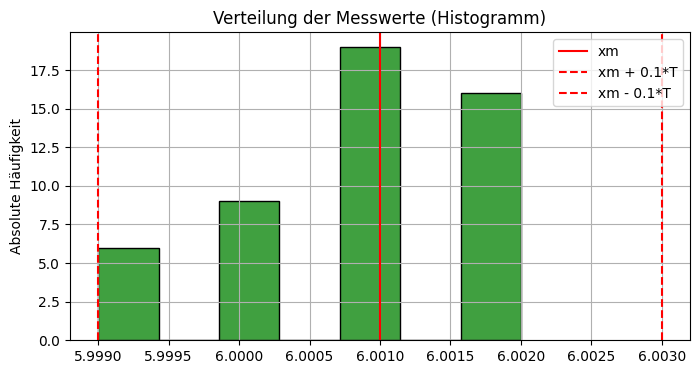
Histogramm
Das Histogramm zeigt die Verteilung der Messwerte:
- X-Achse: Messwertbereiche (Klassen)
- Y-Achse: Häufigkeit
- Rote vertikale Linie: Referenzwert
- Blaue vertikale Linien: Toleranzgrenzen (bezogen auf den Toleranzanteil)
- Glockenförmige Kurve: Normalverteilungsanpassung
Das Histogramm ermöglicht Ihnen:
- Die Symmetrie der Verteilung zu beurteilen (idealerweise glockenförmig und symmetrisch um den Referenzwert).
- Die Breite der Streuung im Verhältnis zur Toleranz visuell einzuschätzen.
- Ausreißer oder Mehrfachgipfel zu erkennen, die auf Messprobleme hindeuten könnten.
Tipp: Ein Histogramm mit deutlicher Verschiebung gegenüber dem Referenzwert deutet auf eine systematische Abweichung (Bias) hin. Dies spiegelt sich auch in einem niedrigeren Cgk-Wert wider.