MSA 2 -- Messsystemanalyse Methode 2
Die MSA Methode 2 (auch bekannt als Verfahren 2 oder Gage R&R Studie) ist die umfassendste Methode der Messsystemanalyse. Sie bewertet die Wiederholbarkeit (Repeatability) und die Vergleichbarkeit (Reproducibility) eines Messsystems unter Berücksichtigung mehrerer Prüfer und mehrerer Teile.
Übersicht
Zweck und Einsatzgebiet
Die MSA 2 beantwortet die Frage: Wie groß ist der Anteil der Messstreuung an der Gesamtstreuung -- und woher stammt diese Streuung?
Während die MSA 1 nur die Wiederholpräzision eines einzelnen Prüfers an einem einzelnen Teil betrachtet, untersucht die MSA 2 das vollständige Messsystem bestehend aus:
- Messgerät (Equipment Variation, EV)
- Prüfer (Appraiser Variation, AV)
- Wechselwirkung zwischen Prüfer und Teil (Interaction)
Versuchsdesigns
my8data unterstützt zwei verschiedene Versuchsdesigns für die MSA 2:
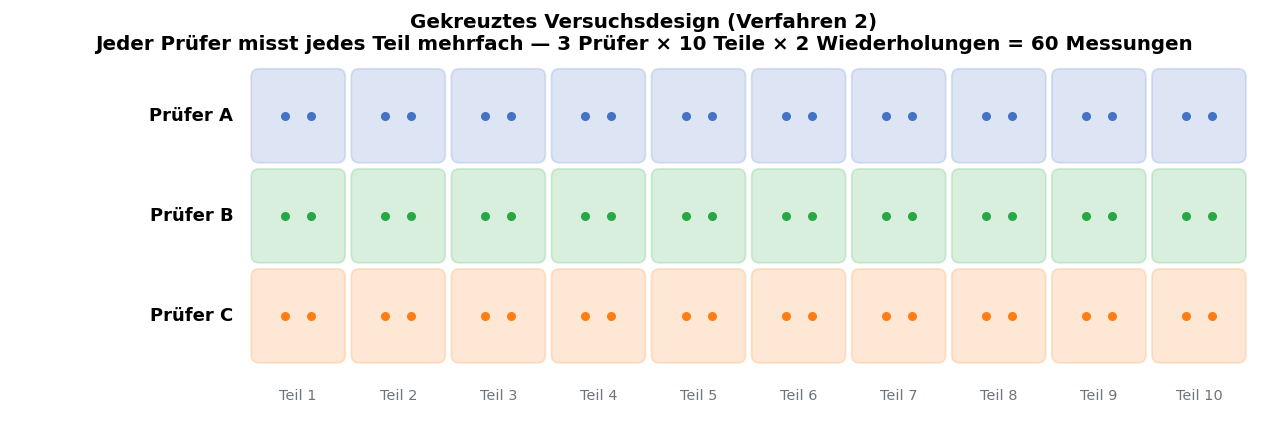
Gekreuztes Design (Crossed Design)
Im gekreuzten Design misst jeder Prüfer jedes Teil mehrfach. Dies ist das Standarddesign und wird in den meisten Fällen empfohlen.
| Teil 1 | Teil 2 | Teil 3 | ... | Teil n | |
|---|---|---|---|---|---|
| Prüfer A | x Messungen | x Messungen | x Messungen | ... | x Messungen |
| Prüfer B | x Messungen | x Messungen | x Messungen | ... | x Messungen |
| Prüfer C | x Messungen | x Messungen | x Messungen | ... | x Messungen |
Typische Konfiguration: 3 Prüfer, 10 Teile, 2-3 Wiederholungen = 60 bis 90 Messungen.
Tipp: Das gekreuzte Design liefert die vollständigsten Informationen, da Wechselwirkungen zwischen Prüfer und Teil erkannt werden können.
Geschachteltes Design (Nested Design)
Im geschachtelten Design misst jeder Prüfer eigene, unterschiedliche Teile. Die Teile werden also nicht von allen Prüfern gemessen.
| Teile 1-3 | Teile 4-6 | Teile 7-9 | |
|---|---|---|---|
| Prüfer A | x Messungen | -- | -- |
| Prüfer B | -- | x Messungen | -- |
| Prüfer C | -- | -- | x Messungen |
Einsatzfälle für das geschachtelte Design:
- Zerstörerische Prüfungen -- Wenn das Teil bei der Messung zerstört wird
- Verbrauchende Prüfungen -- Wenn das Teil nach der Messung nicht mehr verfügbar ist
- Große Teile -- Wenn der Transport zwischen Prüfern nicht praktikabel ist
Wichtig: Beim geschachtelten Design können keine Wechselwirkungen zwischen Prüfer und Teil berechnet werden, da kein Prüfer dasselbe Teil misst. Die Aussagekraft ist daher etwas eingeschränkt.
Typischer Ablauf
- Versuchsdesign wählen (gekreuzt oder geschachtelt)
- Anzahl Prüfer, Teile und Wiederholungen festlegen
- Toleranzgrenzen eingeben
- Messungen durchführen und Messwerte eingeben
- Berechnung starten
- ANOVA-Ergebnisse und Kennwerte bewerten
Eingabe
Versuchsdesign konfigurieren
Vor der Dateneingabe legen Sie die Versuchsparameter fest:
| Parameter | Beschreibung | Empfehlung |
|---|---|---|
| Designtyp | Gekreuzt (Crossed) oder Geschachtelt (Nested) | Gekreuzt, wenn möglich |
| Anzahl Prüfer | Wie viele verschiedene Prüfer messen | Mindestens 2, empfohlen 3 |
| Anzahl Teile | Wie viele verschiedene Teile gemessen werden | Mindestens 5, empfohlen 10 |
| Anzahl Wiederholungen | Wie oft jeder Prüfer jedes Teil misst | Mindestens 2, empfohlen 3 |
| Obere Toleranzgrenze (OTG) | Obere Spezifikationsgrenze | Gemäß Zeichnung/Spezifikation |
| Untere Toleranzgrenze (UTG) | Untere Spezifikationsgrenze | Gemäß Zeichnung/Spezifikation |
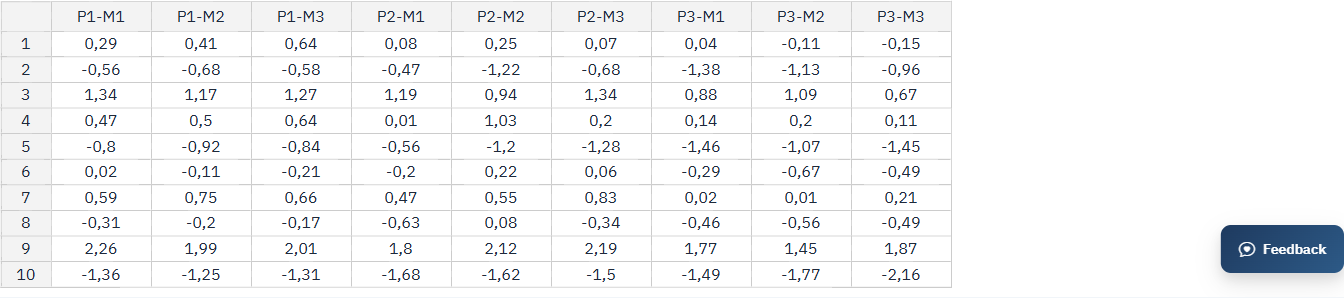
Messwerte eingeben
Die Eingabetabelle passt sich automatisch an die gewählte Konfiguration an:
- Spalten repräsentieren die einzelnen Teile
- Zeilen sind nach Prüfern gruppiert, mit den Wiederholungen als Unterzeilen
Tipp: Achten Sie beim gekreuzten Design darauf, dass die Prüfer die Teile in zufälliger Reihenfolge messen und keine Kenntnis der Messwerte der anderen Prüfer haben. Dies ist entscheidend für die Validität der Ergebnisse.
Info: Sie können Prüfernamen und Teilenummern individuell benennen. Standardmäßig werden Prüfer als "Prüfer A, B, C, ..." und Teile als "Teil 1, 2, 3, ..." bezeichnet.
ANOVA
Die ANOVA (Analysis of Variance, Varianzanalyse) ist das statistische Kernverfahren der MSA 2. Sie zerlegt die Gesamtstreuung in ihre einzelnen Komponenten.
ANOVA-Tabelle
Nach der Berechnung zeigt my8data die vollständige ANOVA-Tabelle an:
| Quelle | df | SS | MS | F-Wert | p-Wert |
|---|---|---|---|---|---|
| Teile (Parts) | n-1 | SS_Parts | MS_Parts | F_Parts | p_Parts |
| Prüfer (Operators) | k-1 | SS_Operators | MS_Operators | F_Operators | p_Operators |
| Wechselwirkung (Interaction) | (n-1)(k-1) | SS_Interaction | MS_Interaction | F_Interaction | p_Interaction |
| Wiederholung (Repeatability) | nk(r-1) | SS_Repeat | MS_Repeat | -- | -- |
| Gesamt (Total) | nkr-1 | SS_Total | -- | -- | -- |
Legende:
- df = Freiheitsgrade (degrees of freedom)
- SS = Quadratsumme (sum of squares)
- MS = Mittlere Quadratsumme (mean square)
- F-Wert = Prüfgröße des F-Tests
- p-Wert = Signifikanzniveau
Interpretation der ANOVA
Die ANOVA hilft Ihnen, folgende Fragen zu beantworten:
Ist die Prüfervariabilität signifikant? Wenn der p-Wert für "Prüfer" kleiner als 0.05 ist, unterscheiden sich die Prüfer signifikant voneinander. Maßnahmen: Schulung, standardisierte Arbeitsanweisungen.
Gibt es eine signifikante Wechselwirkung? Wenn der p-Wert für "Interaction" kleiner als 0.05 ist, messen bestimmte Prüfer bestimmte Teile systematisch anders. Dies kann auf unterschiedliche Messtechniken hindeuten.
Ist die Teile-Variation ausreichend? Die Teile sollten eine deutliche Variation aufweisen, damit die Studie aussagekräftig ist. Idealerweise decken die Teile mindestens 80 % der Toleranz ab.
Info: Wenn die Wechselwirkung nicht signifikant ist (p > 0.25), wird sie automatisch in die Wiederholung eingerechnet (gepooltes Modell). Dies erhöht die Genauigkeit der übrigen Schätzungen.

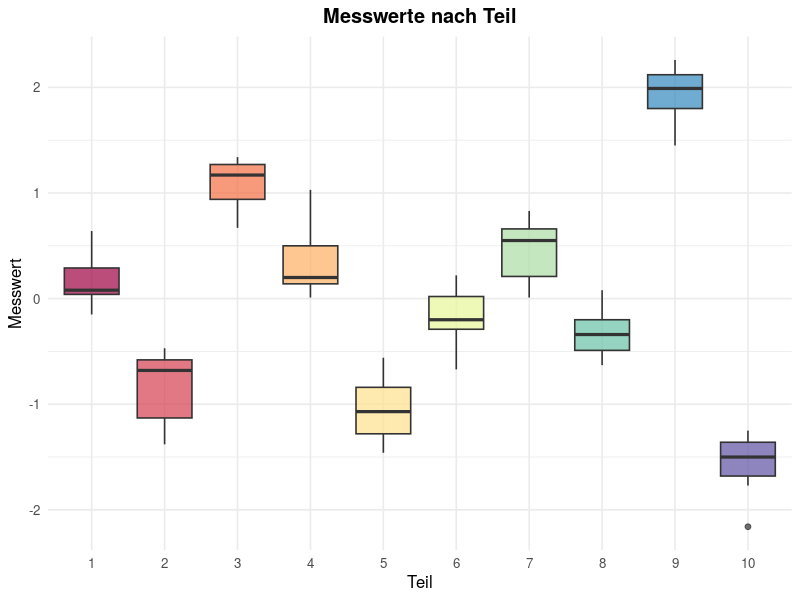
Diagramme
Zur grafischen Auswertung stellt my8data drei Diagramme bereit:
Interaktionsplot (Teil × Prüfer) — zeigt, ob Prüfer einzelne Teile systematisch unterschiedlich messen (Linien, die nicht parallel verlaufen, deuten auf eine Wechselwirkung hin).

Messwerte nach Teil — Streuung der Messungen je Teil; macht die Teile-zu-Teil-Variation sichtbar.
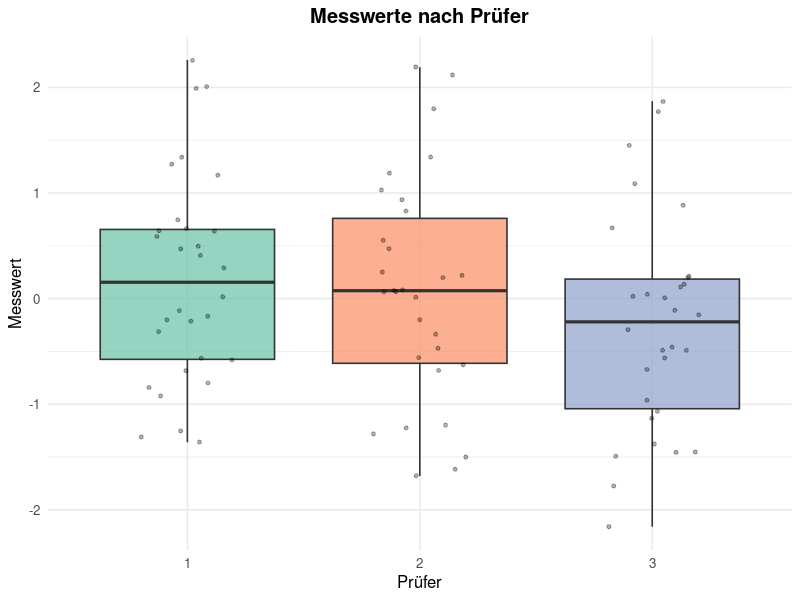
Messwerte nach Prüfer — Streuung der Messungen je Prüfer; macht Unterschiede zwischen den Prüfern sichtbar.
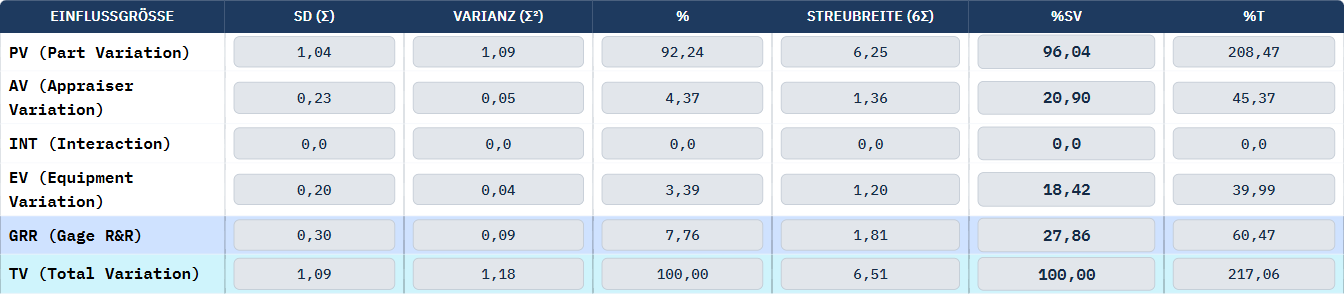
Kennwerte
Aus der ANOVA werden die folgenden Kennwerte abgeleitet:
Varianzkomponenten
| Kennwert | Abkürzung | Beschreibung |
|---|---|---|
| Equipment Variation | EV | Streuung durch das Messgerät (Wiederholbarkeit). Anteil der Messvariation, der auf das Messgerät selbst zurückzuführen ist. |
| Appraiser Variation | AV | Streuung durch die Prüfer (Vergleichbarkeit). Anteil der Messvariation, der durch unterschiedliche Prüfer entsteht. |
| Gage R&R | GRR | Gesamte Messgerätestreuung (EV + AV). Kombination aus Wiederholbarkeit und Vergleichbarkeit. |
| Part Variation | PV | Streuung der Teile. Repräsentiert die tatsächliche Variation der gemessenen Teile. |
| Total Variation | TV | Gesamtvariation (GRR + PV). |
Prozentuale Anteile
Die Kennwerte werden als prozentuale Anteile bezogen auf die Toleranz (%Toleranz) und bezogen auf die Gesamtvariation (%Beitrag) dargestellt:
| Kennwert | Akzeptabel (grün) | Grenzwertig (gelb) | Nicht akzeptabel (rot) |
|---|---|---|---|
| %GRR (Toleranz) | <= 10 % | 10 % -- 30 % | > 30 % |
| %GRR (Beitrag) | <= 1 % | 1 % -- 9 % | > 9 % |
| %EV | Kleiner Anteil an GRR | -- | Dominiert GRR |
| %AV | Kleiner Anteil an GRR | -- | Dominiert GRR |
Number of Distinct Categories (ndc)
Der ndc-Wert gibt an, wie viele unterscheidbare Kategorien das Messsystem innerhalb der Prozessstreuung unterscheiden kann.
| ndc | Bewertung |
|---|---|
| >= 5 | Das Messsystem kann den Prozess ausreichend auflösen. |
| 3 -- 4 | Eingeschränkte Auflösung. Für grobe Einschätzungen verwendbar. |
| < 3 | Das Messsystem ist ungeeignet. Es können keine sinnvollen Unterscheidungen getroffen werden. |
Wichtig: Ein ndc-Wert kleiner als 5 bedeutet, dass das Messsystem nicht in der Lage ist, Gut- und Schlechtteile zuverlässig zu unterscheiden. In diesem Fall sind Maßnahmen zur Verbesserung des Messsystems dringend erforderlich.
Verbesserungsmaßnahmen
Je nachdem, ob EV oder AV den größeren Anteil am GRR hat, unterscheiden sich die empfohlenen Maßnahmen:
| Problembereich | Mögliche Ursachen | Maßnahmen |
|---|---|---|
| EV dominiert (Messgerät) | Verschleiß, mangelnde Auflösung, ungeeignetes Messprinzip, Umgebungseinflüsse | Messgerät warten/ersetzen, höhere Auflösung wählen, Umgebungsbedingungen stabilisieren |
| AV dominiert (Prüfer) | Unterschiedliche Messtechniken, mangelnde Schulung, unklare Anweisungen | Prüfer schulen, Messanweisungen standardisieren, Vorrichtungen einsetzen |
| Wechselwirkung signifikant | Prüferabhängige Handhabung bestimmter Teilegeometrien | Messtechnik vereinheitlichen, Vorrichtungen einsetzen |
Tipp: Betrachten Sie immer sowohl die prozentualen Anteile als auch den ndc-Wert. Ein Messsystem mit einem %GRR knapp über 10 % aber einem ndc >= 5 kann unter Umständen noch akzeptabel sein, wenn zusätzliche organisatorische Maßnahmen getroffen werden.
Gesamtbewertung des Messsystems
Das Feld „Bewertung Messsystem" fasst das Ergebnis in einem einzigen Urteil zusammen. Die Bewertungslogik läuft in zwei Stufen ab:
Stufe 1 – %GRR (Toleranz):
| Bewertung | Bedingung |
|---|---|
| fähig | %GRR ≤ Grenzwert „fähig bis" (Standard: 10 %) |
| bedingt fähig | %GRR ≤ Grenzwert „bedingt fähig bis" (Standard: 30 %) |
| nicht fähig | %GRR > Grenzwert „bedingt fähig bis" |
Stufe 2 – NDC (optional):
Ist das Feld „ndc ≥" mit einem Mindestwert belegt, wird der NDC als zusätzliches Kriterium herangezogen. Beide Bedingungen müssen dann gleichzeitig erfüllt sein (UND-Verknüpfung):
- %GRR-Schwellwert erfüllt und NDC ≥ Mindestwert → Bewertung wie Stufe 1
- NDC < Mindestwert → Bewertung nicht fähig, unabhängig vom %GRR-Wert
Ist das Feld „ndc ≥" leer, fließt der NDC nicht in die Gesamtbewertung ein – er wird aber weiterhin berechnet und angezeigt.
Beispiel: %GRR = 7,74 % (≤ 10 %, also „fähig") und NDC = 4, Mindest-NDC = 5 → Bewertung nicht fähig, weil die NDC-Anforderung nicht erfüllt ist.