MSA 3 — Verfahren 3 (Automatisierte Messsysteme)
Die MSA 3 ist eine MSA 2 für automatisierte Messsysteme, z. B. Koordinatenmessmaschinen (KMM), optische Messmaschinen oder Messroboter. Da bei automatisierten Messsystemen kein Einfluss durch verschiedene Prüfer besteht, wird nur ein Prüfer (das Messgerät selbst) benötigt. Stattdessen liegt der Fokus auf der Wiederholbarkeit (Equipment Variation) des Messsystems über eine größere Stichprobe.
Übersicht
Zweck und Einsatzgebiet
Die MSA 3 wird eingesetzt, wenn das Messsystem automatisiert arbeitet und der Bediener keinen oder nur minimalen Einfluss auf das Messergebnis hat. Typische Anwendungsfälle:
- Koordinatenmessmaschinen (KMM) — CNC-gesteuerte 3D-Messgeräte
- Optische Messmaschinen — Kamerasysteme, Laservermessung
- Messroboter — Automatisierte Inline-Messstationen
- Automatisierte Prüfstände — Serienbegleitende Messeinrichtungen
Da bei diesen Systemen die Vergleichbarkeit zwischen Prüfern (AV) nicht relevant ist, entfällt dieser Varianzanteil. Die Analyse konzentriert sich vollständig auf die Wiederholbarkeit (EV) des Messsystems.
Abgrenzung zur MSA 2
| Eigenschaft | MSA 2 | MSA 3 |
|---|---|---|
| Einsatzgebiet | Manuelle Messsysteme mit mehreren Prüfern | Automatisierte Messsysteme (Messmaschinen) |
| Prüfer | 3 Prüfer | 1 Prüfer (Automat) |
| Teile | 10 Teile | 25 Teile |
| Messungen pro Teil | 3 Messungen × 3 Prüfer = 9 | 6 Messungen × 1 Prüfer = 6 |
| Varianzkomponenten | EV + AV + Interaktion | Nur EV (keine AV, keine Interaktion) |
| Fokus | Wiederholbarkeit + Vergleichbarkeit | Nur Wiederholbarkeit |
| ANOVA-Modell | Teil + Prüfer + Teil×Prüfer + Rest | Teil + Rest (vereinfacht) |
Typischer Ablauf
- 25 Teile auswählen, die den Toleranzbereich abdecken
- Referenzwerte und Toleranzgrenzen festlegen
- Jedes Teil 6-mal mit dem automatisierten Messsystem messen
- Messdaten in my8data eingeben
- Berechnung ausführen und Kennwerte auswerten
Info: Die MSA 3 nutzt 25 Teile statt 10 (wie bei der MSA 2), da automatisierte Systeme eine größere Stichprobe effizient verarbeiten können und dies die statistische Aussagekraft der Wiederholbarkeitsbewertung erhöht.
Eingabe
Stammdaten
Vor der Dateneingabe legen Sie die Stammdaten fest:
| Feld | Beschreibung | Hinweis |
|---|---|---|
| Prüfer | Bezeichnung des Messsystems / der Messmaschine | z. B. "KMM-001" oder "Zeiss Contura" |
| Referenzwert | Bekannter wahrer Wert des Merkmals | Muss durch übergeordnetes Messmittel bestimmt sein |
| Obere Toleranzgrenze (OTG) | Obere Spezifikationsgrenze | Gemäß Zeichnung |
| Untere Toleranzgrenze (UTG) | Untere Spezifikationsgrenze | Gemäß Zeichnung |
Info: Im Feld „Prüfer" wird bei der MSA 3 die Bezeichnung des automatisierten Messsystems eingetragen — nicht der Name eines Bedieners, da es nur einen „Prüfer" (die Maschine) gibt.
Messdaten eingeben
Die Datentabelle hat 6 Spalten (Messung 1 bis Messung 6) und 25 Zeilen (Teile):
| Spalte | Beschreibung |
|---|---|
| Messung 1 | Erste Messung jedes Teils |
| Messung 2 | Zweite Messung jedes Teils |
| Messung 3 | Dritte Messung jedes Teils |
| Messung 4 | Vierte Messung jedes Teils |
| Messung 5 | Fünfte Messung jedes Teils |
| Messung 6 | Sechste Messung jedes Teils |
Jede Zeile entspricht einem Teil. Alle 25 Teile werden jeweils 6-mal gemessen.
Tipp: Die Tabelle erlaubt das Einfügen zusätzlicher Zeilen, falls mehr als 25 Teile gemessen werden sollen. Nutzen Sie Copy & Paste (
Strg+C/Strg+V), um Messdaten aus Excel zu übertragen.
Warnung: Stellen Sie sicher, dass alle Messungen unter gleichen Bedingungen durchgeführt werden (gleiche Aufspannung, gleiches Messprogramm, gleiche Umgebungsbedingungen). Nur so ist die Wiederholbarkeit des Messsystems korrekt bewertbar.
Hinweise zur Versuchsdurchführung
- Gleiche Messbedingungen: Alle Messungen sollten mit demselben Messprogramm und denselben Einstellungen erfolgen.
- Randomisierung: Messen Sie die Teile in zufälliger Reihenfolge, um systematische Drift-Effekte zu erkennen.
- Aufspannung: Jedes Teil muss für jede Wiederholmessung neu aufgespannt werden, um den realen Messprozess abzubilden.
Kennwerte
Varianzkomponenten
Da bei der MSA 3 nur ein Prüfer (die Messmaschine) beteiligt ist, vereinfacht sich die Varianzzerlegung:
| Varianzkomponente | Beschreibung | MSA 3 |
|---|---|---|
| EV (Equipment Variation) | Streuung durch das Messgerät (Wiederholbarkeit) | Wird berechnet — Hauptkennwert |
| AV (Appraiser Variation) | Streuung durch verschiedene Prüfer (Vergleichbarkeit) | Entfällt (immer 0) — nur 1 Prüfer |
| Interaktion (Teil × Prüfer) | Wechselwirkung zwischen Teil und Prüfer | Entfällt — nur 1 Prüfer |
| PV (Part Variation) | Streuung zwischen den Teilen | Wird berechnet |
| GRR | Gesamte Messsystemstreuung | = EV (da AV = 0) |
ANOVA-Ergebnisse
Die ANOVA der MSA 3 verwendet ein vereinfachtes Modell ohne Prüfer- und Interaktionseffekte:
| Quelle | Beschreibung |
|---|---|
| Teil | Varianzanteil durch die Unterschiede zwischen den 25 Teilen |
| Residuen | Varianzanteil durch die Wiederholmessungen (= Equipment Variation) |
Info: Im Vergleich zur MSA 2 entfallen die Zeilen „Prüfer" und „Teil × Prüfer" in der ANOVA-Tabelle. Das ANOVA-Modell ist dadurch einfacher und direkter interpretierbar.
Kennwertübersicht
| Kennwert | Beschreibung | Bewertung |
|---|---|---|
| %EV | Anteil der Gerätestreuung an der Toleranz | Je kleiner, desto besser |
| %GRR | Gesamtanteil der Messsystemstreuung (= %EV bei MSA 3) | ≤ 10 %: fähig, 10–30 %: bedingt fähig, > 30 %: nicht fähig |
| %PV | Anteil der Teilestreuung | Sollte den größten Anteil ausmachen |
| ndc | Anzahl unterscheidbarer Kategorien | ≥ 5: ausreichend |
Bewertungskriterien
| Bewertungsbereich | Kriterium | Maßnahme |
|---|---|---|
| %GRR ≤ 10 % | Messsystem fähig | Messsystem ist für den vorgesehenen Zweck geeignet |
| 10 % < %GRR ≤ 30 % | Bedingt fähig | Verbesserungen empfohlen — Messprogramm optimieren, Aufspannung prüfen |
| %GRR > 30 % | Nicht fähig | Messsystem überprüfen, kalibrieren oder ersetzen |
Gesamtbewertung des Messsystems
Das Feld „Bewertung Messsystem" fasst das Ergebnis in einem einzigen Urteil zusammen. Die Bewertungslogik läuft in zwei Stufen ab:
Stufe 1 – %GRR (Toleranz):
| Bewertung | Bedingung |
|---|---|
| fähig | %GRR ≤ Grenzwert „fähig bis" (Standard: 10 %) |
| bedingt fähig | %GRR ≤ Grenzwert „bedingt fähig bis" (Standard: 30 %) |
| nicht fähig | %GRR > Grenzwert „bedingt fähig bis" |
Stufe 2 – NDC (optional):
Ist das Feld „ndc ≥" mit einem Mindestwert belegt, wird der NDC als zusätzliches Kriterium herangezogen. Beide Bedingungen müssen dann gleichzeitig erfüllt sein (UND-Verknüpfung):
- %GRR-Schwellwert erfüllt und NDC ≥ Mindestwert → Bewertung wie Stufe 1
- NDC < Mindestwert → Bewertung nicht fähig, unabhängig vom %GRR-Wert
Ist das Feld „ndc ≥" leer, fließt der NDC nicht in die Gesamtbewertung ein – er wird aber weiterhin berechnet und angezeigt.
Beispiel: %GRR = 7,74 % (≤ 10 %, also „fähig") und NDC = 4, Mindest-NDC = 5 → Bewertung nicht fähig, weil die NDC-Anforderung nicht erfüllt ist.
Diagramme
Die MSA 3 stellt zwei Diagramme zur Verfügung:
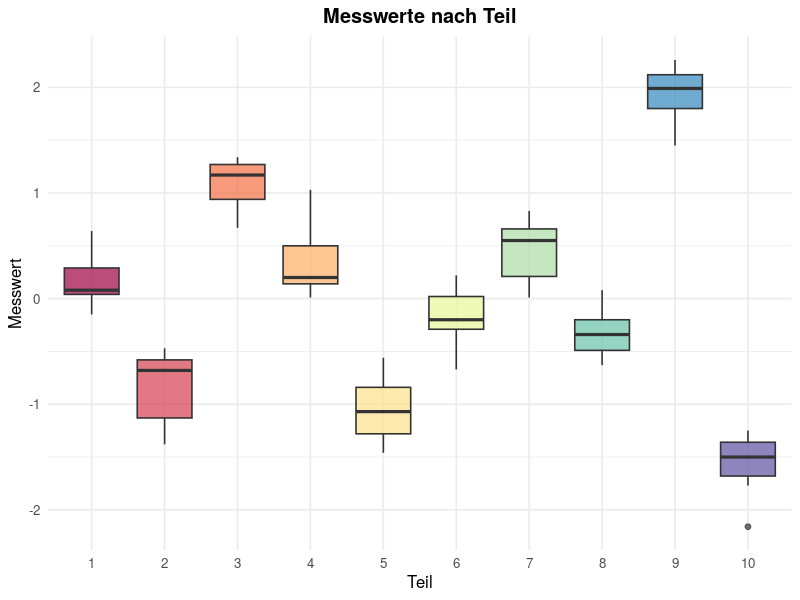
- Boxplot nach Teilen — Zeigt die Streuung der 6 Messungen pro Teil. Hilft zu erkennen, ob bestimmte Teile stärker streuen als andere.
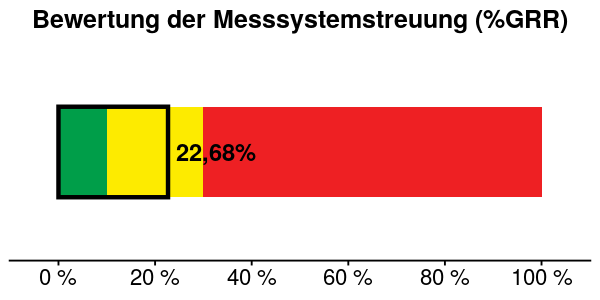
- GRR-Bewertungsdiagramm — Balkendiagramm mit den Varianzanteilen (EV, PV) und farblicher Bewertung.
Info: Im Vergleich zur MSA 2 fehlen die Diagramme „Interaktionsplot" und „Boxplot nach Prüfer", da diese bei nur einem Prüfer nicht sinnvoll sind.
Tipp: Wenn die Wiederholbarkeit (EV) zu hoch ist, prüfen Sie folgende mögliche Ursachen: Verschleiß am Messtaster, ungenaue Aufspannung, Temperaturschwankungen, Vibrationen oder ein veraltetes Messprogramm.