Statistische Prozesskontrolle (SPC)
Übersicht
Die Statistische Prozesskontrolle (SPC — Statistical Process Control) ist eine Methode zur laufenden Überwachung und Steuerung von Fertigungsprozessen mithilfe statistischer Verfahren. Ziel ist es, Abweichungen vom stabilen Prozesszustand frühzeitig zu erkennen und korrigierend einzugreifen, bevor fehlerhafte Teile produziert werden.
SPC basiert auf der Grundidee, dass jeder Prozess einer natürlichen Streuung unterliegt. Solange nur zufällige Ursachen (Common Causes) für die Streuung verantwortlich sind, gilt der Prozess als statistisch beherrscht. Treten besondere Ursachen (Special Causes) auf, verändert sich das Streuverhalten und die Regelkarte zeigt Auffälligkeiten.
Grundprinzip der SPC
| Ursachentyp | Beschreibung | Beispiele | Maßnahme |
|---|---|---|---|
| Zufällige Ursachen (Common Causes) | Inhärente, unvermeidbare Streuung | Materialschwankungen, Vibrationen, Temperaturunterschiede | Systemverbesserung (langfristig) |
| Besondere Ursachen (Special Causes) | Ungewöhnliche, identifizierbare Störungen | Werkzeugbruch, Bedienerfehler, defektes Messmittel | Sofortige Korrektur |
Vorteile der SPC
- Prävention statt Reaktion: Probleme werden erkannt, bevor Ausschuss entsteht
- Datenbasierte Entscheidungen: Eingriffe basieren auf statistischen Signalen, nicht auf Bauchgefühl
- Kontinuierliche Verbesserung: Trends und Muster werden sichtbar gemacht
- Dokumentation: Lückenlose Aufzeichnung des Prozessverhaltens
- Normkonformität: Erfüllung der Anforderungen aus IATF 16949, VDA, ISO 9001 u. a.
Info: SPC ist keine einmalige Analyse, sondern ein fortlaufender Prozess. Die Regelkarten werden während der Produktion in Echtzeit oder in regelmäßigen Intervallen aktualisiert.
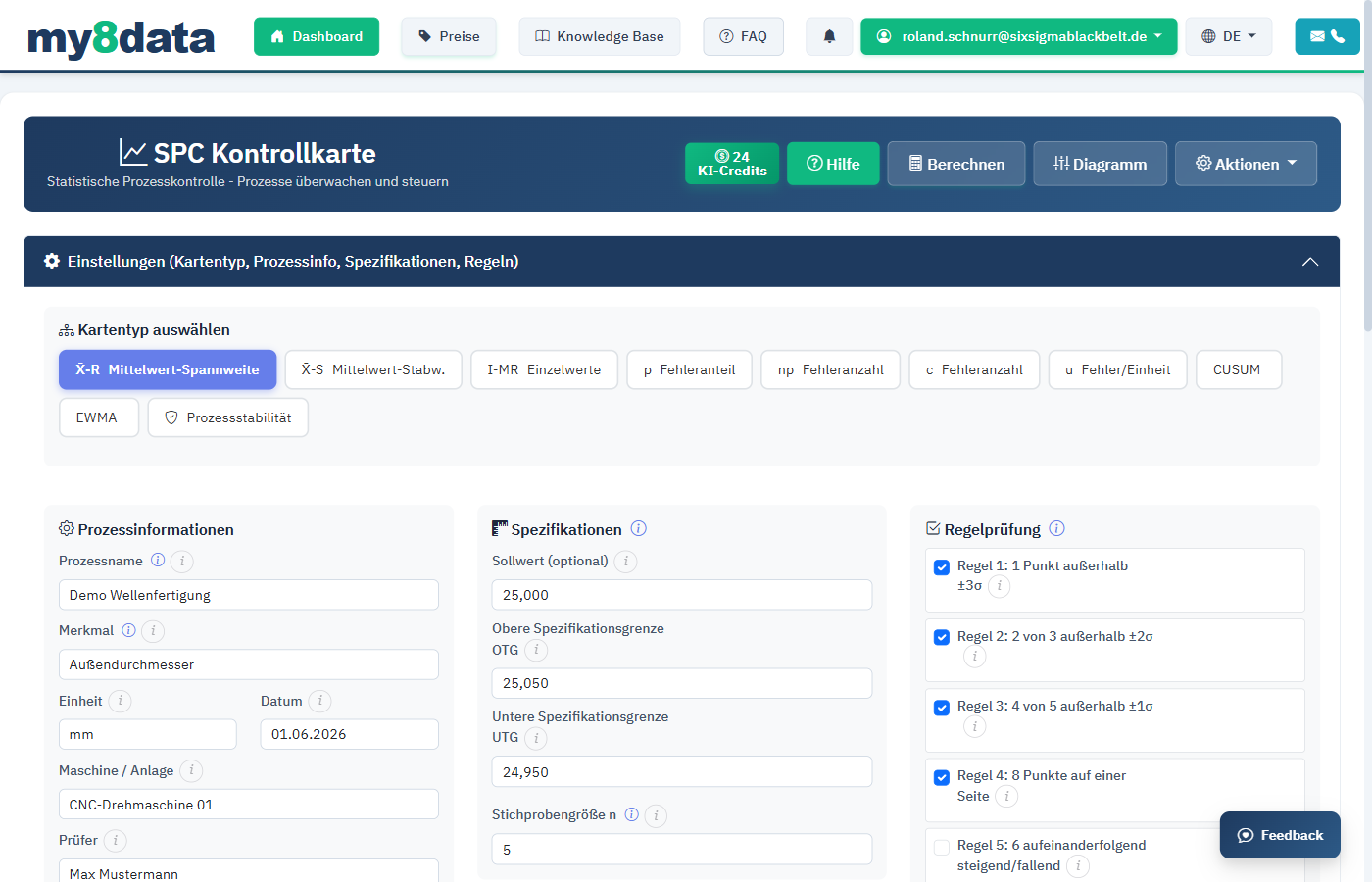
Eingabe und Konfiguration
Untergruppen einrichten
Die Bildung von Untergruppen (Subgroups) ist ein zentraler Aspekt der SPC. Jede Untergruppe besteht aus einer kleinen Anzahl von Teilen, die unter möglichst gleichen Bedingungen produziert wurden.
Konfigurationsparameter
| Parameter | Beschreibung | Typischer Wert |
|---|---|---|
| Untergruppengröße (n) | Anzahl Messwerte pro Untergruppe | 3, 5 oder 10 |
| Entnahmeintervall | Zeitlicher Abstand zwischen Untergruppen | Stündlich, alle 2 Stunden, pro Schicht |
| Anzahl Untergruppen (k) | Gesamtzahl der Untergruppen | >= 20 (mindestens 25 empfohlen) |
| OSG / USG | Spezifikationsgrenzen | Gemäß Zeichnung / Kundenspezifikation |
Tipp: Wählen Sie die Untergruppengröße so, dass die Variation innerhalb einer Untergruppe nur die zufällige Streuung widerspiegelt. Typisch sind 5 aufeinanderfolgende Teile. Bei automatisierten Prozessen mit geringer Streuung können auch 3 Teile ausreichen.
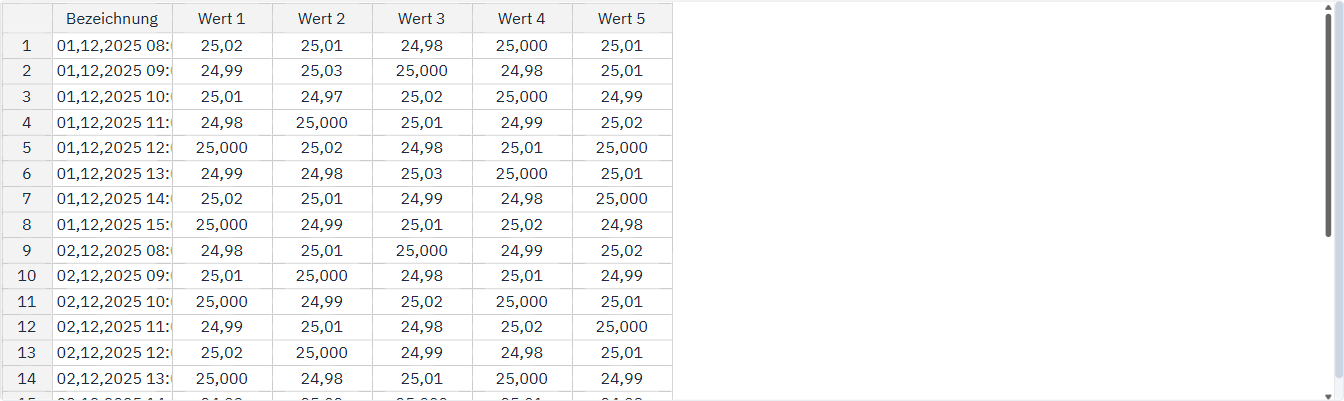
Dateneingabe
Geben Sie die Messwerte untergruppenweise in my8data ein. Sie haben folgende Möglichkeiten:
- Direkte Eingabe: Tragen Sie die Messwerte Zeile für Zeile (pro Untergruppe) ein
- Import: Laden Sie eine CSV- oder Excel-Datei mit vorstrukturierten Daten hoch
- Zwischenablage: Fügen Sie kopierte Daten aus anderen Programmen ein
Eingriffsgrenzen berechnen
my8data berechnet die Eingriffsgrenzen (Control Limits) automatisch aus den eingegebenen Daten. Die Berechnung erfolgt auf Basis der ersten 20-25 Untergruppen (Vorlaufphase). Diese Grenzen können anschließend für die laufende Überwachung fixiert werden.
| Grenztyp | Berechnung x̄-Karte | Berechnung R-Karte |
|---|---|---|
| UCL | x̿ + A₂ * R̄ | D₄ * R̄ |
| CL | x̿ | R̄ |
| LCL | x̿ - A₂ * R̄ | D₃ * R̄ |
Die Faktoren A₂, D₃ und D₄ sind tabellarisch festgelegte Konstanten, die von der Untergruppengröße abhängen.
Warnung: Berechnen Sie die Eingriffsgrenzen nur aus Daten eines stabilen Prozesses. Entfernen Sie zunächst alle Punkte, die auf besondere Ursachen zurückzuführen sind, und berechnen Sie die Grenzen erneut. Andernfalls werden die Grenzen zu weit gesetzt und besondere Ursachen werden nicht erkannt.
Regelkarten (Control Charts)
Typen von Regelkarten
my8data stellt verschiedene Regelkartentypen bereit, die je nach Datentyp und Untergruppengröße ausgewählt werden:
Regelkarten für stetige Merkmale (variable Daten)
| Regelkartenpaar | Untergruppengröße | Beschreibung |
|---|---|---|
| x̄ / R-Karte | n = 2 bis 10 | Mittelwert- und Spannweitenkarte; Standardkarte für kleine Untergruppen |
| x̄ / s-Karte | n > 10 | Mittelwert- und Standardabweichungskarte; für größere Untergruppen |
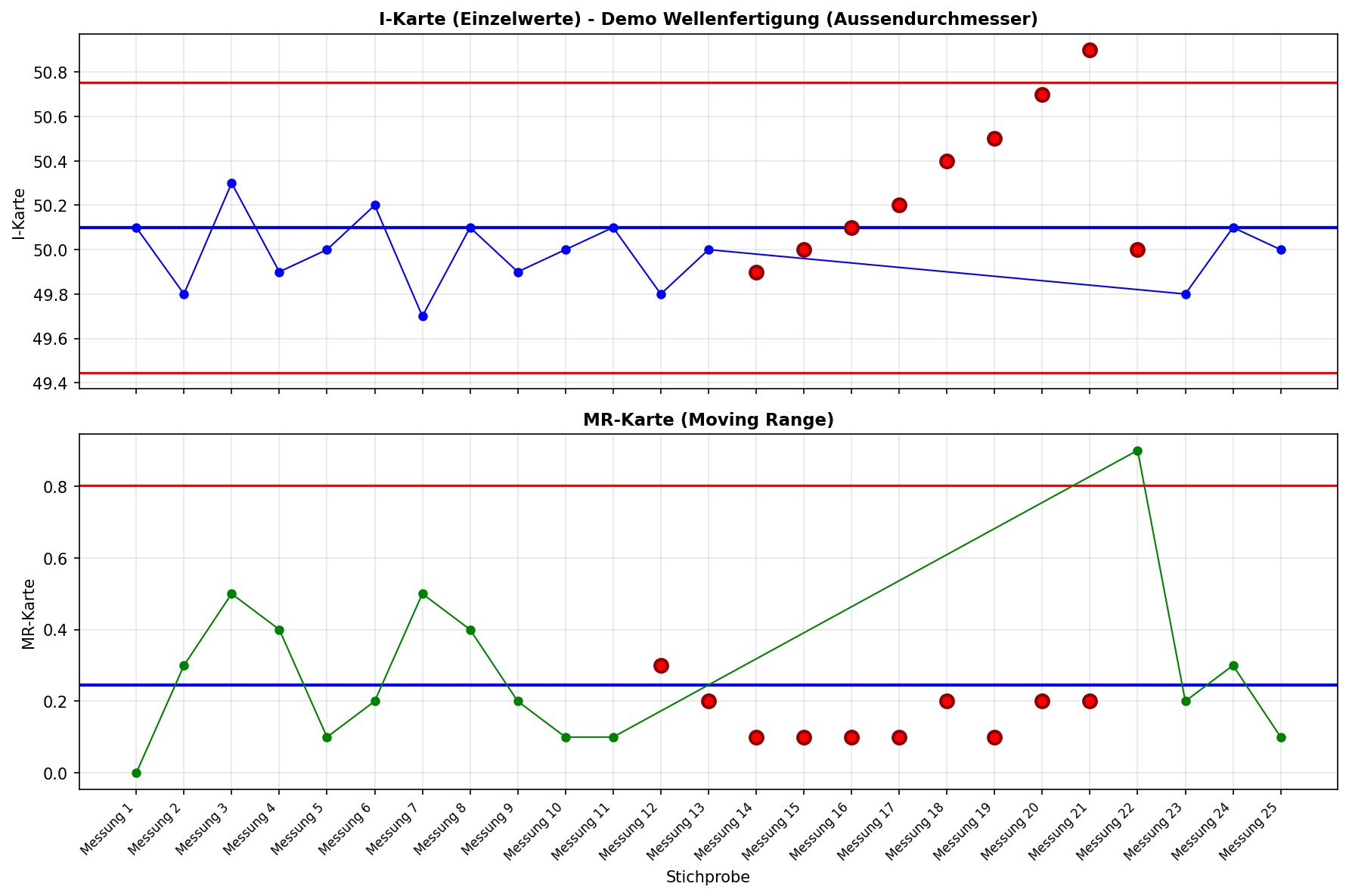
| x / mR-Karte (Einzelwertkarte) | n = 1 | Einzelwert- und gleitende Spannweitenkarte; wenn nur ein Messwert pro Zeitpunkt vorliegt |
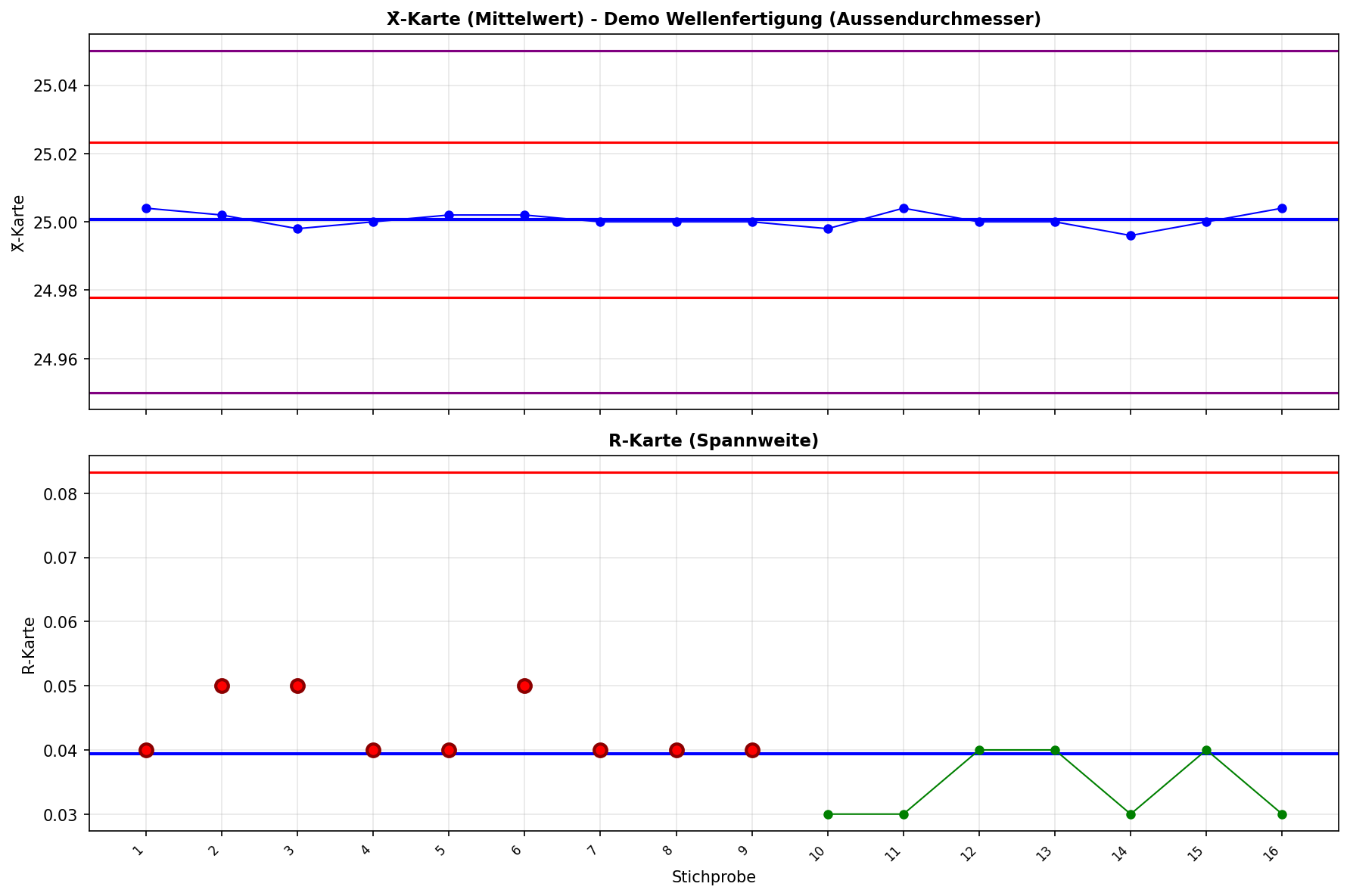
Aufbau einer Regelkarte
Jede Regelkarte besteht aus zwei Teilen:
Lagekarte (obere Karte): Überwacht die Lage des Prozesses (Mittelwert)
- Zeigt x̄ (Untergruppenmittelwert) oder Einzelwerte
- Erkennt Verschiebungen und Trends im Prozessniveau
Streuungskarte (untere Karte): Überwacht die Streuung des Prozesses
- Zeigt R (Spannweite) oder s (Standardabweichung)
- Erkennt Veränderungen in der Prozessvariabilität
Zonen der Regelkarte
Die Fläche zwischen UCL und LCL wird in drei Zonen unterteilt, die für die Anwendung der Verletzungsregeln relevant sind:
| Zone | Bereich | Beschreibung |
|---|---|---|
| Zone A | Zwischen ±2σ und ±3σ | Äußere Zone; Punkte hier sind selten (ca. 4,3 % Wahrscheinlichkeit) |
| Zone B | Zwischen ±1σ und ±2σ | Mittlere Zone (ca. 27,2 % Wahrscheinlichkeit) |
| Zone C | Zwischen CL und ±1σ | Innere Zone; die meisten Punkte sollten hier liegen (ca. 68,3 % Wahrscheinlichkeit) |
Info: In einem stabilen, normalverteilten Prozess liegen etwa 99,73 % aller Punkte innerhalb der 3-Sigma-Grenzen (UCL/LCL). Ein Punkt außerhalb dieser Grenzen ist daher mit hoher Wahrscheinlichkeit auf eine besondere Ursache zurückzuführen.
Interpretation der Regelkarte
| Signal | Beschreibung | Typische Ursache |
|---|---|---|
| Punkt außerhalb UCL/LCL | Einzelner extremer Wert | Werkzeugbruch, Messfehler, Materialfehler |
| Aufwärts-/Abwärtstrend | Stetig steigende oder fallende Werte | Werkzeugverschleiß, Temperaturanstieg |
| Sprung (Shift) | Plötzliche Niveauänderung | Werkzeugwechsel, neue Materialcharge |
| Zyklen | Periodisch wiederkehrende Muster | Schichtwechsel, Umgebungsschwankungen |
| Schichtung | Punkte unnormal nah an der Mittellinie | Vermischung von Daten aus verschiedenen Quellen |
Verletzungsregeln (Alarm Rules)
Western Electric Rules
Die Western Electric Rules (auch WECO-Regeln) sind ein Satz von Entscheidungsregeln, die auf der Zoneneinteilung der Regelkarte basieren. Sie erkennen nicht nur einzelne extreme Werte, sondern auch systematische Muster, die auf eine Prozessveränderung hindeuten.
my8data wendet standardmäßig die folgenden Regeln an:
| Regel | Beschreibung | Bedeutung |
|---|---|---|
| Regel 1 | 1 Punkt außerhalb der 3σ-Grenzen (Zone A) | Einzelner Ausreißer; wahrscheinlich besondere Ursache |
| Regel 2 | 2 von 3 aufeinanderfolgenden Punkten in Zone A oder darüber hinaus (gleiche Seite) | Warnsignal für beginnende Verschiebung |
| Regel 3 | 4 von 5 aufeinanderfolgenden Punkten in Zone B oder darüber hinaus (gleiche Seite) | Deutliches Signal für Prozessverschiebung |
| Regel 4 | 8 aufeinanderfolgende Punkte auf derselben Seite der Mittellinie | Lauf (Run); Prozessniveau hat sich verschoben |
Nelson Rules
Die Nelson Rules erweitern die Western Electric Rules um zusätzliche Muster. my8data unterstützt die folgenden Nelson-Regeln:
| Regel | Beschreibung | Erkennt |
|---|---|---|
| Nelson 1 | 1 Punkt außerhalb der 3σ-Grenzen | Ausreißer |
| Nelson 2 | 9 aufeinanderfolgende Punkte auf einer Seite der CL | Verschiebung |
| Nelson 3 | 6 aufeinanderfolgende Punkte stetig steigend oder fallend | Trend |
| Nelson 4 | 14 aufeinanderfolgende Punkte alternierend auf/ab | Systematische Schwankung |
| Nelson 5 | 2 von 3 Punkten in Zone A (gleiche Seite) | Erhöhte Streuung |
| Nelson 6 | 4 von 5 Punkten jenseits Zone C (gleiche Seite) | Erhöhte Streuung |
| Nelson 7 | 15 aufeinanderfolgende Punkte in Zone C (beiderseits) | Verringerte Streuung / Stratifikation |
| Nelson 8 | 8 aufeinanderfolgende Punkte außerhalb Zone C (beiderseits) | Vermischung / Bimodalität |
Tipp: Nicht alle Regeln müssen gleichzeitig aktiviert sein. Je mehr Regeln aktiv sind, desto empfindlicher reagiert die Regelkarte, aber desto höher ist auch die Rate der Fehlalarme. Für den Einstieg empfehlen sich die Regeln 1-4 (Western Electric Rules).
Konfiguration der Verletzungsregeln
In my8data können Sie individuell festlegen, welche Regeln aktiv sein sollen:
- Aktivieren/Deaktivieren einzelner Regeln per Checkbox
- Anpassung der Regelparameter (z. B. Anzahl aufeinanderfolgender Punkte)
- Farbliche Kennzeichnung von Verletzungen in der Regelkarte (rot = Verletzung)
Reaktion auf Verletzungen
Wenn eine Verletzungsregel ausgelöst wird, sollten Sie wie folgt vorgehen:
- Verifizieren: Prüfen Sie, ob die Verletzung auf einen Messfehler zurückzuführen ist
- Identifizieren: Suchen Sie nach der besonderen Ursache (5-Why, Ishikawa-Diagramm)
- Korrigieren: Beheben Sie die Ursache und dokumentieren Sie die Maßnahme
- Überwachen: Beobachten Sie, ob der Prozess nach der Korrektur stabil bleibt
Warnung: Reagieren Sie nicht auf jeden einzelnen Alarm mit einer Prozessanpassung, ohne die Ursache identifiziert zu haben. Ungerechtfertigte Eingriffe in einen stabilen Prozess (sog. Overadjustment) führen zu einer Erhöhung der Streuung und verschlechtern die Prozessqualität.
Beispiel für eine Regelverletzung
Die folgende Tabelle zeigt ein Beispiel, wie Verletzungsregeln in der Praxis wirken:
| Untergruppe | x̄-Wert | Zone | Verstoß |
|---|---|---|---|
| 15 | 10,02 | C | - |
| 16 | 10,03 | C | - |
| 17 | 10,05 | B | - |
| 18 | 10,04 | B | - |
| 19 | 10,06 | B | - |
| 20 | 10,08 | A | - |
| 21 | 10,07 | A | Regel 3: 4 von 5 Punkten in Zone B oder darüber |
| 22 | 10,11 | > UCL | Regel 1: Punkt außerhalb 3σ |
Info: In diesem Beispiel hätte bereits Regel 3 bei Untergruppe 21 ein Warnsignal gegeben, bevor der Punkt bei Untergruppe 22 die Eingriffsgrenzen überschritten hat. Frühzeitige Erkennung ist der große Vorteil der kombinierten Regelanwendung.